+86-29-88857718






Ядро печатные платы
Вот если честно, термин ?ядро печатной платы? у многих коллег вызывает либо смутное представление, либо сводится к банальному ?основанию?. Часто слышу, мол, это просто материал подложки — FR4, керамика, полиимид. Но на практике, особенно когда работаешь с многослойными платами под высокие частоты или в условиях жестких тепловых нагрузок, понимаешь, что ядро — это не столько физический слой, сколько функциональный и технологический узел, от которого зависит не только механическая стабильность, но и целостность сигнала, тепловой режим, и в конечном счете — надежность всего устройства. Многие недооценивают, как выбор и обработка ядра влияет на импеданс, на паразитные емкости, на то, как плата поведет себя после трех лет работы в полевых условиях. Я сам через это проходил, когда пытался сэкономить на материале для одной промышленной платы управления — вроде бы все расчеты сходились, а на стенде начались сбои из-за температурной деформации именно внутренних слоев.
Разбираемся в сути: не только материал, но и структура
Когда говорю о ядро печатные платы, первое, что приходит в голову из опыта — это препрег и медная фольга. Но суть в том, как они связаны. Взял, к примеру, проект для телекоммуникационного оборудования, где критична стабильность диэлектрической проницаемости (Dk). Если ядро подобрано без учета его поведения на разных частотах, можно получить расхождения в 10-15% от моделирования. Однажды использовал стандартный FR4, а на частотах выше 3 ГГц потери оказались значительно выше паспортных. Пришлось переходить на специализированный материал от Rogers, но и там не все просто — его обработка требует другого температурного режима ламинации.
Вот здесь часто возникает ошибка: инженеры смотрят на datasheet материала, но не учитывают технологический процесс на производстве. Ядро — это не просто лист, который привезли со склада. Его подготовка, кондиционирование (особенно для гигроскопичных материалов), резка — все это влияет на конечные свойства. Помню, на одном из производств в Китае (не буду называть) столкнулся с тем, что партия материалов хранилась в помещении с повышенной влажностью. После ламинации в многослойке началось расслоение именно в зоне ядра. Причина — влага в препреге. С тех пор всегда требую отчет о условиях хранения материалов перед запуском в производство.
Еще один нюанс — толщина меди на ядре. Часто заказчики требуют тонкие линии, скажем, 3 mil, но при этом хотят использовать ядро с толстой медью 1 oz. Это технически возможно, но травление такой тонкой линии на толстой меди приводит к ?подтравливанию? и неидеальному профилю края дорожки. Для высокочастотных плат это смерти подобно — импеданс ?плывет?. Поэтому правильнее формировать тонкие проводники на внешних слоях, где используется тонкая фольга, а ядро оставлять для силовых или экранирующих слоев. Это кажется очевидным, но сколько раз видел проекты, где это игнорировали.
Практические кейсы и грабли, на которые наступали
Расскажу про случай из практики, связанный с силовым преобразователем. Там ключевым было обеспечить отвод тепла от мощных MOSFET. Решили использовать металлическое ядро (IMS — Insulated Metal Substrate). Взяли классический алюминий с диэлектрическим слоем. В симуляции все прекрасно — тепловое сопротивление низкое. Но на практике после пайки волной (для других компонентов на той же плате) началась деформация. Оказалось, коэффициент теплового расширения (КТР) алюминия и остальных материалов платы (FR4) сильно отличается. При температурных циклах пайки возникали напряжения, которые привели к микротрещинам в диэлектрике ядра и, как следствие, к пробою. Урок был дорогой — для гибридных конструкций нужно либо тщательнее подбирать материалы с близким КТР, либо отказываться от волновой пайки в пользу селективной.
А вот с керамическими ядрами (Al2O3, AlN) своя история. Замечательные теплопроводность и стабильность, идеально для СВЧ. Но стоимость... и хрупкость при механической обработке. Мы как-то делали партию плат для датчиков. После сверления отверстий на краях плат появились сколы. Процент брака был неприемлемым. Пришлось вместе с производителем отрабатывать режимы сверления — скорость, подача, охлаждение. Выяснилось, что для керамики нужны специальные твердосплавные сверла с совершенно другим углом заточки и обязательным охлаждением воздухом, а не жидкостью, чтобы избежать термического шока. Это тот опыт, который в учебниках не найдешь.
И конечно, нельзя не упомянуть гибкие платы. Там ядро — это часто полиимидная пленка. Казалось бы, гибкость решает все проблемы. Но при динамическом изгибе (например, в шарнире ноутбука или в роботизированной руке) многослойная конструкция ведет себя сложно. Внутренние слои, те самые ядра из полиимида с медью, испытывают разные нагрузки на растяжение и сжатие. Если адгезия меди к полиимиду недостаточна, происходит отслоение. Мы проводили тесты на изгиб, и по результатам пришли к выводу, что для динамических применений лучше использовать бесклеевые материалы (adhesiveless polyimide), где медь наносится гальваническим способом непосредственно на пленку. Адгезия получается на порядок выше.
Взаимодействие с производителями и цепочка поставок
Здесь уже вступают в силу не только технические, но и логистические аспекты. Надежный поставщик материалов для ядра — половина успеха. Я долгое время сотрудничал с разными компаниями, и сейчас, анализируя рынок, вижу, что серьезные игроки строят именно экосистему. Вот, к примеру, компания ООО Сиань Циюнь Чжисюнь Электронные Технологии (сайт их можно посмотреть https://www.apexpcb-cn.ru). Они, основанные в 2018 году, позиционируют себя не просто как продавцы, а как интеграторы технологий электронных схем. Это важный момент. Когда у тебя поставщик контролирует несколько предприятий по цепочке — от производства базовых материалов до сборки, это снижает риски. Особенно для сложных заказов, где нужно кастомизировать параметры ядра — ту же диэлектрическую проницаемость или Tg (температуру стеклования).
Из их описания видно, что они стремятся к созданию синергетической экосистемы. На практике это может означать, что они могут оперативно экспериментировать с составами препрега или с толщиной меди на ядре под конкретный заказ, так как контролируют процесс. Для инженера это ценно — есть с кем обсудить проблему на техническом уровне, а не просто получить коммерческое предложение. Помню, мы как-то обсуждали с подобным интегратором возможность использовать низкопотерьный материал с очень специфичной толщиной диэлектрика. Они за неделю сделали пробные образцы ядер для тестирования, потому что у них было свое опытное производство. Это сильно ускоряет разработку.
Но и тут есть подводные камни. Когда работаешь с крупным интегратором, нужно четко формулировать требования. Их сила — в масштабе и контроле цепочки. Но если твой заказ мелкосерийный, но очень ?капризный?, они могут быть не столь гибки, как небольшой специализированный цех. Всегда нужно искать баланс. Для серийных изделий, где критична стабильность параметров от партии к партии, экосистема вроде той, что строит ООО Сиань Циюнь Чжисюнь Электронные Технологии Сейчас все больше говорят о ядро печатные платы для высокоскоростных цифровых систем (типа DDR5, PCIe Gen 5/6) и для миллиметрового диапазона (5G, автомобильные радары). Здесь требования к материалу ядра ужесточаются до предела. Нужны материалы с ultra-low loss, с предсказуемым Dk и Df на всем рабочем диапазоне частот. Такие как Megtron 6, 7 от Panasonic или Tachyon от Isola. Но проблема в том, что эти материалы — не просто замена FR4. Они требуют кардинально других подходов к проектированию и производству. Например, шероховатость меди на ядре становится критическим параметром — на высоких частотах ток течет в основном по поверхности, и большая шероховатость увеличивает потери. Еще один тренд — активное внедрение ядер с встроенными пассивными компонентами (embedded passives). Резисторы, конденсаторы, формируемые прямо в слоях ядра. Это позволяет экономить место на поверхности и улучшать электрические характеристики за счет сокращения длины проводников. Но технология пока не массовая, дорогая и требует очень тесного сотрудничества между дизайнером и производителем плат. Я пробовал работать с этим лет пять назад — тогда было много проблем с точностью номиналов встроенных резисторов. Сейчас, слышал, точность выросла, но стоимость все еще высока для рядовых проектов. И конечно, экология. Директива RoHS и бессвинцовая пайка (Pb-free) уже стали нормой. Но это наложило отпечаток и на материалы ядра. Температура пайки бессвинцовых припоев выше, что требует материалов с более высокой Tg (температурой стеклования), иначе при многократных температурных циклах (например, при ремонте) может произойти расслоение. Поэтому сейчас стандартом де-факто для многих применений становятся материалы с Tg > 170°C. Это нужно закладывать в спецификацию с самого начала. Подводя черту, хочу сказать, что работа с ядро печатные платы — это всегда компромисс между стоимостью, производительностью и технологичностью. Нельзя слепо выбирать самый дорогой материал, но и экономить на ядре для ответственного устройства — себе дороже. Самый ценный совет, который могу дать исходя из своего, иногда горького, опыта: инвестируйте время в диалог с производителем материалов и с заводом-изготовителем плат на самой ранней стадии проектирования. Пришлите им предварительную схему слоев, обсудите цели и условия эксплуатации. Часто они могут посоветовать материал, о котором вы не думали, или предостеречь от скрытых проблем. И еще. Всегда, в обязательном порядке, заказывайте тестовые образцы (coupons) из той же партии материала и по той же технологии, что и ваша основная плата. На этих образцах нужно проводить свои тесты — на импеданс, на термоциклирование, на адгезию меди. Это страхует от сюрпризов при приемке всей партии. Да, это удорожает и растягивает сроки прототипирования, но в итоге спасает нервы и репутацию. Что касается выбора партнера, то такие компании, как упомянутая ООО Сиань Циюнь Чжисюнь Электронные ТехнологииТенденции и куда все движется
Итоговые мысли: не экономь на фундаменте
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
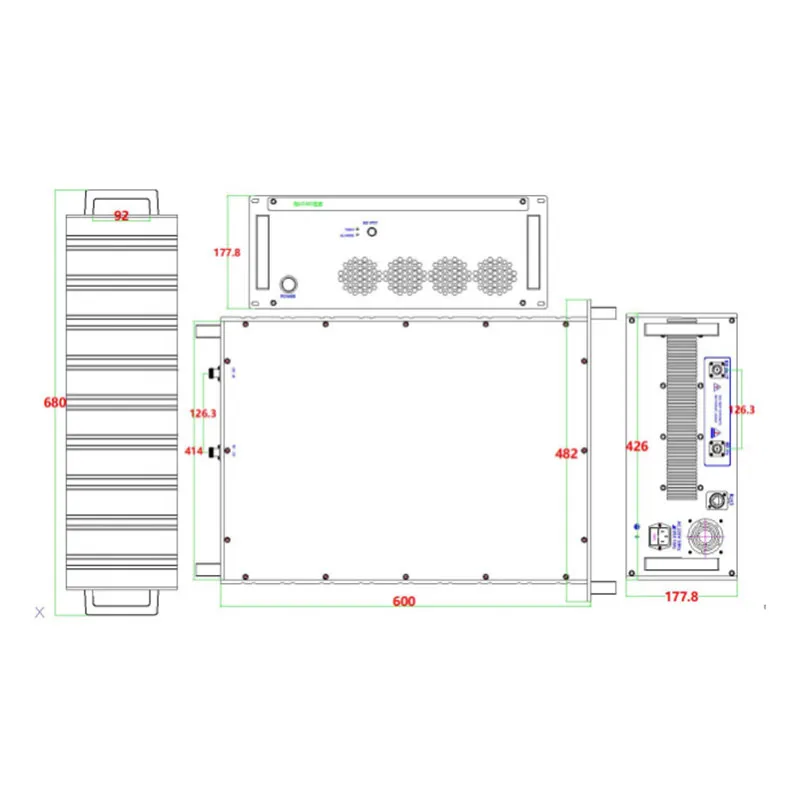
 192-канальная микроволновая фотонная СВЧ-система прямой выборки NYL
192-канальная микроволновая фотонная СВЧ-система прямой выборки NYL -
 47DR-4T8R_LBV
47DR-4T8R_LBV -
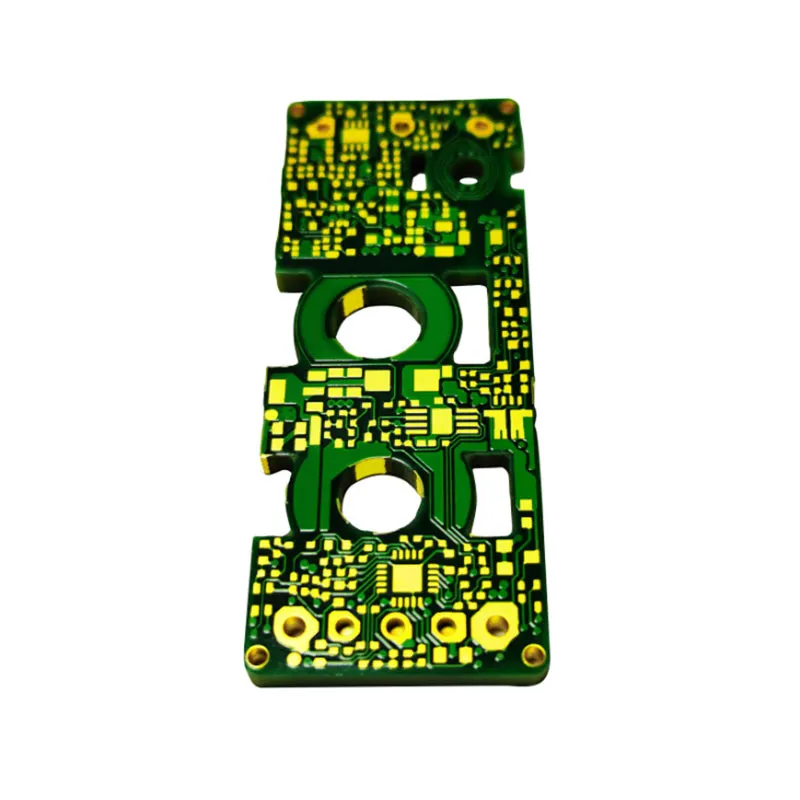 Производство и обработка PCB и SMT
Производство и обработка PCB и SMT -
 Плата хранения 49DR_19EG_4NVME_EXT_V1.2
Плата хранения 49DR_19EG_4NVME_EXT_V1.2 -
 47DR_4T4R_TESCOM_V1
47DR_4T4R_TESCOM_V1 -
 Компьютер QYZX-D20008
Компьютер QYZX-D20008 -
 96-канальная цифровая фазированная решётка NLY-96DBF-V1.0
96-канальная цифровая фазированная решётка NLY-96DBF-V1.0 -
 Обучение разработке на ПЛИС (FPGA)
Обучение разработке на ПЛИС (FPGA) -
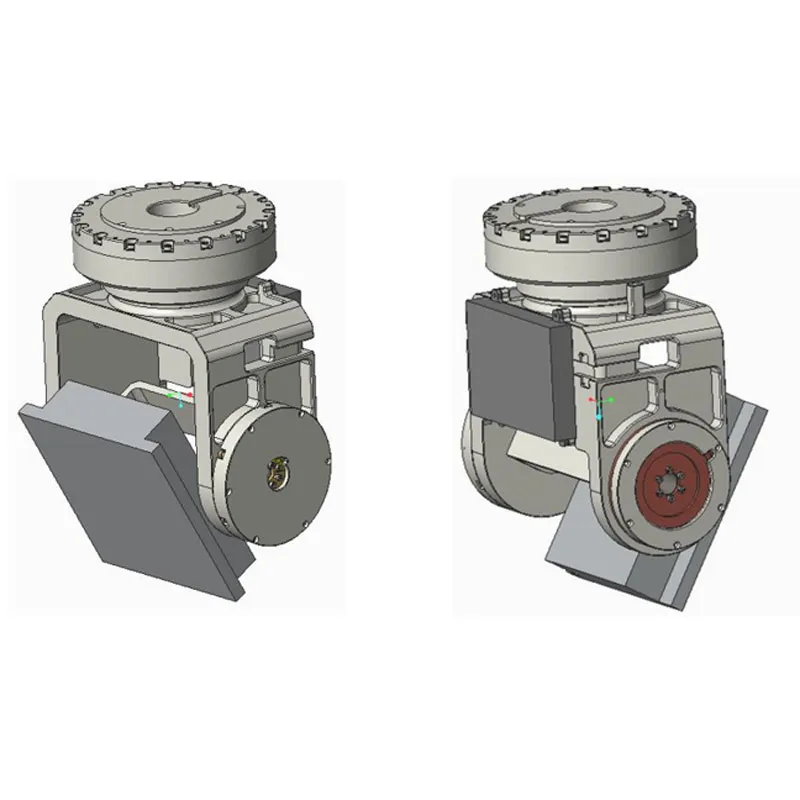
 MEMS трехосевой гироскоп WT-M309
MEMS трехосевой гироскоп WT-M309 -
 47DR_8T8R_GCO_V1
47DR_8T8R_GCO_V1 -
 Высокоскоростной регистратор данных
Высокоскоростной регистратор данных -
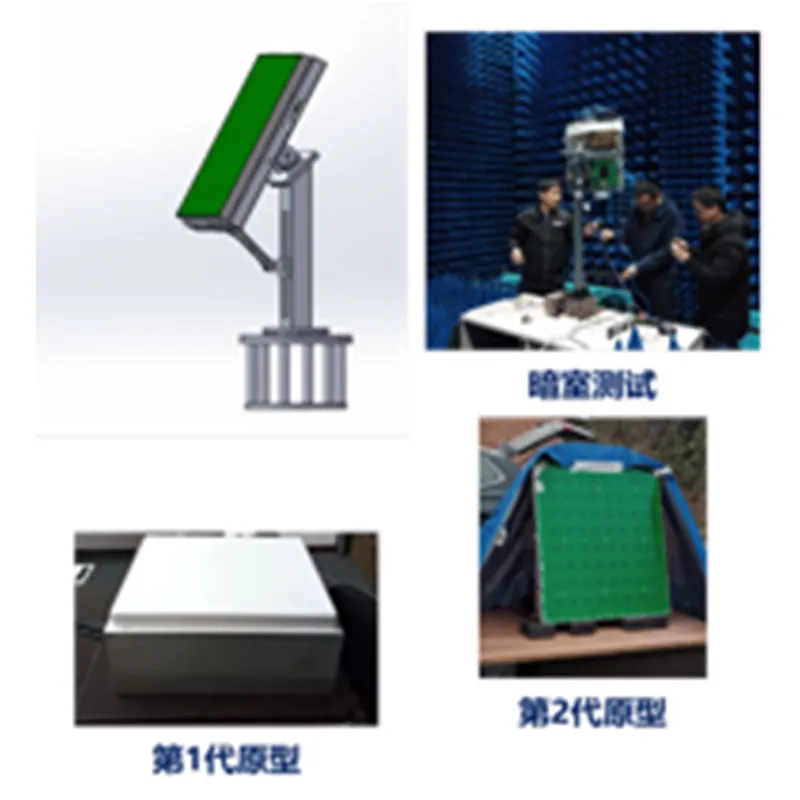
 4T32R голографическая статическая РЛС
4T32R голографическая статическая РЛС