+86-29-88857718






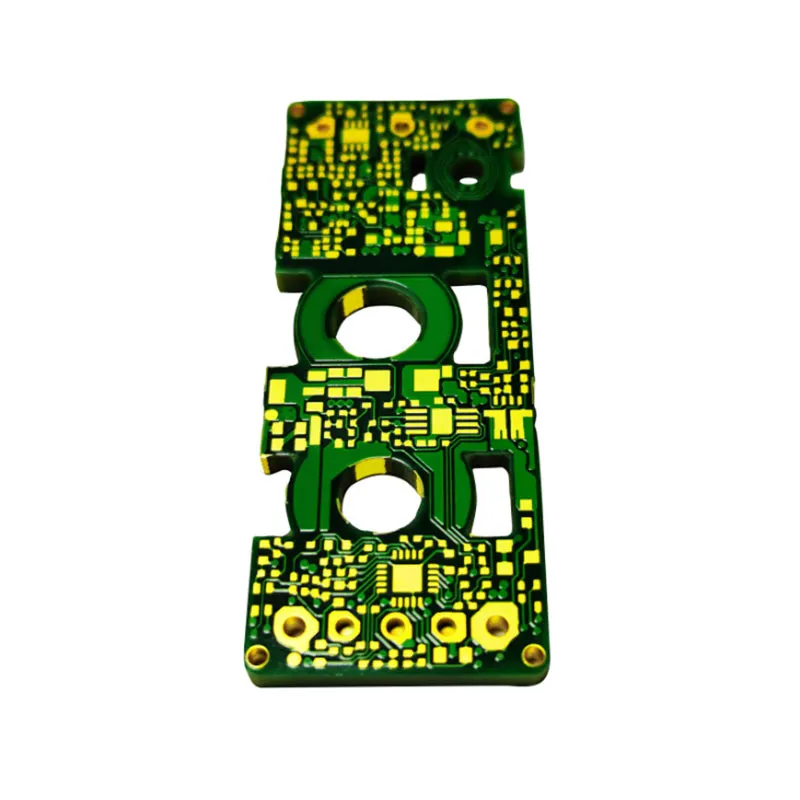
Силовые печатные платы
Когда говорят о силовых печатных платах, многие представляют просто платы с утолщёнными дорожками. Это, конечно, базовое требование, но если бы всё сводилось только к этому, моя работа была бы слишком простой. На деле же — это постоянный баланс между током, теплом, механической надёжностью и, что часто забывают, стоимостью производства. Вот, например, в прошлом году был случай: заказчик требовал плату на 100А, но при этом хотел использовать стандартный FR-4 толщиной 1.6 мм. Пришлось долго объяснять, что даже с массивным слоем меди в 140 мкм, проблема теплоотвода и механических напряжений при циклах нагрева всё равно вылезет боком. В итоге перешли на металлическое основание, но это уже другая история и другие затраты.
От чертежа к реальности: где кроются подводные камни
Проектирование — это всегда компромисс. Берёшь спецификацию, смотришь на заявленные токи и начинаешь прикидывать. Ширина дорожки по калькулятору — одно, а реальное поведение в сборке, с учётом вибраций или возможных перекосов компонентов — совсем другое. Часто вспоминаю один проект для промышленного привода, где по расчётам всё сходилось, но в прототипе при длительной нагрузке в 70А началось отслоение дорожки в точке пайки силового разъёма. Причина оказалась не в сечении меди, а в недостаточной термостойкости самого материала основы в конкретной точке локального перегрева. Пришлось локально усиливать структуру, добавляя медную вставку.
Или возьмём вопрос диэлектрика. Для действительно серьёзных токов и напряжений FR-4 часто не катит. Нужно смотреть в сторону специализированных материалов, например, с высокой стёклованием (Tg) или керамических наполнителей для лучшей теплопроводности. Но каждый такой выбор бьёт по карману. Клиент из ООО ?Сиань Циюнь Чжисюнь Электронные Технологии? как-то спрашивал совета по выбору материала для платы управления мощным БПП. Обсудили варианты от обычного до высокотемпературного, взвесили риски перегрева против бюджета. В их случае, судя по открытой информации на https://www.apexpcb-cn.ru, они как раз работают над интеграцией технологий, поэтому вопрос надёжности и долгосрочных тестов для них был ключевым. В итоге остановились на компромиссном, но более надёжном варианте.
Ещё один нюанс — это обработка кромок и отверстий. При больших токах даже микротрещина в металлизации сквозного отверстия (via) может со временем привести к катастрофе. Контроль качества после производства — отдельная песня. Недостаточно просто измерить сопротивление, нужно смотреть на целостность гальванического покрытия под микроскопом, особенно в углах и на переходах между слоями.
Производственные реалии и взаимодействие с заводом
Здесь начинается самое интересное. Отправить файлы Gerber и ждать чуда — путь в никуда. Для силовых печатных плат критически важен технологический диалог с производителем. Нужно заранее обсудить возможности линии: какая максимальная толщина меди они могут нанести, как обеспечивают адгезию, какие у них допуски на травление для толстой меди. Однажды столкнулся с тем, что завод, экономя время, не делал предварительной микрошероховатости основы перед нанесением гальванической меди. Адгезия оказалась на грани, и при термоциклировании плата вышла из строя.
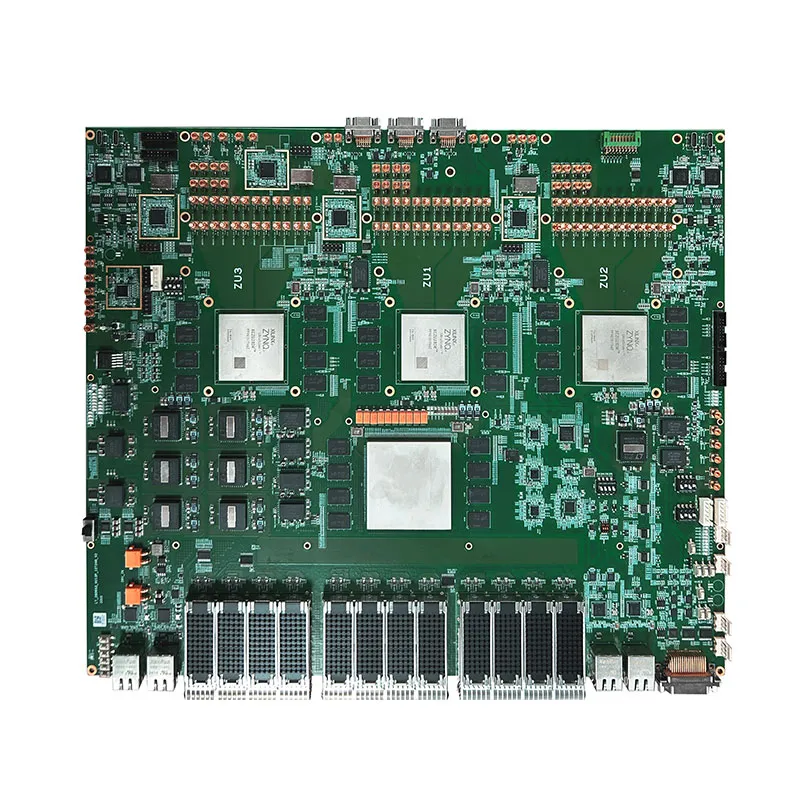
Особенно это касается плат со смешанными слоями, где есть и силовые, и контрольные цепи. Расположение слоёв, порядок ламинации — всё это влияет на конечную жёсткость и тепловые характеристики. Иногда, чтобы избежать коробления, приходится идти на симметричное расположение медных слоёв, даже если это немного увеличивает толщину.
И про тестирование. Стандартное электрическое тестирование на обрыв/короткое замыкание — это must have. Но для силовых плат я всегда настаиваю на выборочном или, если бюджет позволяет, 100% контроле термоциклированием. Погрузил плату в камеру, прогнал от -40 до +125 пару сотен циклов, а потом снова под микроскоп и на измерение сопротивления. Дорого? Да. Но дешевле, чем отзыв партии устройств с поля.
Кейсы и неудачи, которые учат лучше всего
Расскажу про один провальный, но поучительный опыт. Делали плату для сварочного инвертора. Токи импульсные, высокие, теплоотвод критичен. Решили сэкономить и использовать не прямой монтаж силовых ключей на радиатор через плату, а изолированную прокладку. В теории — всё хорошо, изоляция обеспечена. На практике — дополнительное тепловое сопротивление плюс неидеальная плоскостность радиатора привели к локальному перегреву одного из транзисторов. Плата не сгорела сразу, но ресурс снизился в разы. Вывод: для таких применений нужно либо полировать поверхность радиатора до идеала, либо закладывать большее сечение меди и монтаж напрямую, но тогда решать вопросы изоляции иначе.
А вот позитивный пример, связанный с компанией, о которой упоминал. Изучая подходы к интеграции, видно, что такие холдинги, как ООО ?Сиань Циюнь Чжисюнь Электронные Технологии?, контролирующие несколько предприятий по цепочке, имеют преимущество. Они могут экспериментировать с технологиями на одном участке и масштабировать на другом. Для силовых плат это золотое дно: можно тесно связать разработку материала основы, трассировку и сборку конечного модуля, минимизируя потери на стыках. Их модель, описанная на apexpcb-cn.ru, как раз про создание синергетической экосистемы. В нашем деле, где мелочь решает всё, такая вертикальная интеграция может дать серьёзный выигрыш в надёжности.
Ещё один момент — это совместимость с автоматической сборкой (SMT). Толстая медь создаёт неровности на поверхности, паяльная паста может наноситься неравномерно. Приходится тщательнее подбирать трафареты и профили оплавления. Иногда для мелких компонентов рядом с массивной дорожкой нужно делать термические барьеры в рисунке, чтобы их не унесло при пайке.
Взгляд в будущее: тренды и материалы
Куда всё движется? С одной стороны, есть запрос на ещё большую миниатюризацию при росте мощности — отсюда интерес к активным силовым субстратам, где элементы встраиваются внутрь платы. Но это пока дорого и сложно в ремонте. С другой стороны, растёт популярность плат на основе керамики или металлических сердечников (IMS) для светодиодов и automotive. Их главный плюс — феноменальный отвод тепла.
Но лично я считаю, что основной прогресс в ближайшие годы будет не в революционных материалах, а в оптимизации уже известного. В более точном моделировании тепловых и электромагнитных полей на этапе проектирования. В улучшении адгезионных свойств диэлектриков к толстой меди. В новых методах контроля, например, с помощью термографии прямо на производственной линии.
И, конечно, в умении инженера видеть плату не как набор слоёв в CAD, а как физический объект, который будет греться, вибрировать и стареть. Вот, например, использование медных coin-вставок для отвода тепла от конкретного компонента — решение не новое, но как его грамотно интегрировать в дизайн, чтобы не создать точку механического напряжения, — это уже искусство. Компании, которые, подобно упомянутой группе, делают ставку на инновации и полный цикл, имеют все шансы выловить здесь свою рыбу.
Заключительные мысли не в заключение
Так что, возвращаясь к началу. Силовые печатные платы — это дисциплина на стыке электротехники, материаловедения и даже в какой-то степени механики. Не бывает здесь универсальных рецептов. Каждый проект — это новая головоломка, где нужно учесть десятки переменных: от бюджета до условий конечной эксплуатации.
Самая большая ошибка — думать, что сделав всё ?по учебнику?, ты застрахован от проблем. Учебник даёт базис, а всё остальное — это опыт, набитый шишками, и постоянный диалог: с коллегами, с технологами на производстве, с поставщиками материалов. И да, с заказчиком, которого порой нужно мягко направлять в сторону более правильного, хоть и не самого дешёвого решения.
Информация, которую можно найти о производителях, вроде той, что на сайте apexpcb-cn.ru, полезна как ориентир. Она показывает, что игроки рынка стремятся к комплексности. Но конечный успех конкретной платы всё равно лежит на том, кто её проектирует и кто несёт ответственность за каждую принятую в её чертеже деталь. В этом и есть вся соль нашей работы — в деталях, которые на первый взгляд не видны.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Суммирующий усилитель
Суммирующий усилитель -
 MEMS инерциальная навигационная система WT-INS-B01
MEMS инерциальная навигационная система WT-INS-B01 -
 Производство и обработка PCB и SMT
Производство и обработка PCB и SMT -
 28DRx3_VU13P_9T24R
28DRx3_VU13P_9T24R -
 Плата хранения 49DR_19EG_4NVME_EXT_V1.2
Плата хранения 49DR_19EG_4NVME_EXT_V1.2 -
 GKDL_6U_VPX_47DR_VU9P_V2
GKDL_6U_VPX_47DR_VU9P_V2 -
 Обучение разработке на ПЛИС (FPGA)
Обучение разработке на ПЛИС (FPGA) -
 RFSOC+8T8R+47DR+DSP6678
RFSOC+8T8R+47DR+DSP6678 -
 Костнопроводные наушники
Костнопроводные наушники -
 Разработка программного обеспечения
Разработка программного обеспечения -
 47DR_TEACH_BOARD_V2
47DR_TEACH_BOARD_V2 -
 Панорамная разведывательная система
Панорамная разведывательная система