+86-29-88857718






Производство печатных плат
Когда говорят о производстве печатных плат, многие сразу представляют автоматизированные линии, паяльные пасты и травление меди. Но на деле, самое сложное часто начинается до того, как файл Gerber попадает в цех. Я много раз сталкивался с ситуацией, когда заказчик присылает отличную, с его точки зрения, схему, но с такими допусками по дорожкам или отверстиям, что серийное изготовление превращается в ад. Или когда выбор материала — тот же FR-4 или что-то посложнее вроде Rogers — делается по привычке, а не по реальным требованиям к ТГ или диэлектрическим потерям. Вот с этого, пожалуй, и начну.
От файла до реальности: где теряется контроль
Первая и главная точка сбоя — это переход от проектирования к технологическим нормам. Дизайнер, сидящий в Altium или KiCad, может нарисовать идеальную с точки зрения логики плату. Но знает ли он, что на конкретном производстве минимальная ширина проводника — не просто цифра в спецификации, а величина, зависящая от ламинации, точности фотошаблона и даже от износа оборудования? Часто нет. Мы в своё время наступили на эти грабли, пытаясь воспроизвести для одного стартапа плату с HDI-переходами. В файлах всё выглядело прилично, а на выходе получили межслойное короткое замыкание из-за микроскопического смещения слоёв при прессовании. Пришлось пересматривать всю технологическую карту и вести переговоры с поставщиком препрега.
Или взять паяльную маску. Казалось бы, стандартная операция. Но её точность нанесения, особенно вокруг BGA-компонентов с шагом 0.4 мм, — это отдельная история. Недостаточное открытие — и паяльная паста не попадёт на контактную площадку. Избыточное — и есть риск образования перемычек. Мы долго экспериментировали с разными поставщиками фоторезиста и режимами УФ-экспонирования, пока не вышли на стабильный результат. Это та самая ?кухня?, о которой в презентациях не пишут.
Ещё один момент — это контроль качества на этапе электрических испытаний (Electrical Test). Многие небольшие производства экономят на этом, полагаясь на визуальный контроль. Но как проверить внутренние слои 12-слойной платы? Только тестером с ?гребёнкой? или летающими щупами. У нас был случай с партией для телеком-оборудования, где на функциональном тесте плата не работала. Визуально — идеально. А причина оказалась в обрыве цепи во внутреннем слое из-за пузырька воздуха при ламинации. С тех пор для сложных многослойных плат мы всегда закладываем в договор 100% E-Test, даже если это удорожает заказ на 7-10%. Это не прихоть, а необходимость.
Материалы: зачем платить больше
FR-4 — это как хлеб в булочной, базовый материал. Но не всякий FR-4 одинаков. Есть стандартный Tg 130-140°C, а есть высокотемпературный, с Tg выше 170°C. Если плата предназначена для работы в условиях термоциклирования (скажем, в автомобильной электронике или уличном оборудовании), экономия на материале с низким Tg приведёт к расслоению и трещинам в переходных отверстиях через пару лет. Однажды разбирали отказавший контроллер для систем освещения — как раз эта проблема. Заказчик сэкономил на спецификации материала, а в итоге заплатил за рекламации и замену партии.
Для СВЧ-устройств история вообще отдельная. Тут уже идут специализированные материалы на основе политетрафторэтилена (PTFE) или керамики, как у того же Rogers. Их обработка требует другого подхода к сверлению и металлизации. Скорость резания, стойкость инструмента — всё иначе. Помню, как мы осваивали заказ для базовой станции связи. Плата была на материале Rogers RO4350B. Стандартный режим сверления для FR-4 дал ужасные заусенцы и отслоение меди от диэлектрика. Пришлось подбирать специальные сверла с другим углом заточки и снижать скорость подачи. Мелочь? Нет, именно из таких мелочей складывается успешное производство.
И нельзя забывать про финишные покрытия. HASL (лужение погружением) постепенно уходит в прошлое для сложных плат из-за неровности поверхности. Вместо него приходят Immersion Gold (ENIG) или Immersion Silver. ENIG даёт плоскую поверхность, идеальную для пайки BGA и тонких шагов, но есть риск образования ?чёрной подушки? (black pad) — хрупкого интерметаллического слоя никеля и фосфора, если процесс не отлажен. Мы перешли на ENIG после нескольких неудач с пайкой мелкопитчевых компонентов под HASL. Но и тут нужен постоянный контроль химического состава ванн и температуры.
Сложности многослойности: больше — не всегда лучше
Стремление упаковать всё в минимальный объём часто приводит к заказу 8-, 10- или даже 20-слойных плат. Но каждый дополнительный слой — это не только увеличение стоимости, но и геометрический рост рисков. Выравнивание слоёв (layer-to-layer registration) становится критичным. Смещение даже на 50-70 микрон для платы с микропереходами может быть фатальным. Мы используем оптические системы совмещения, но и они не дают абсолютной гарантии. Поэтому для сверхсложных плат мы всегда рекомендуем заказчику проводить инженерный прогон (прототипирование) на небольшой партии, чтобы отловить все возможные проблемы до серии.
Особняком стоят HDI (High Density Interconnect) платы с лазерными сквозными и глухими переходами. Технология лазерного сверления позволяет делать микроотверстия диаметром менее 100 мкм. Но здесь своя головная боль — десмэринг (удаление смолы после сверления) и последующая металлизация таких отверстий. Некачественный десмэринг оставляет остатки смолы на стенках, медь не осаждается, и переход получается с высоким сопротивлением или вообще разомкнут. Пришлось внедрять контроль этого этапа с помощью сканирующего электронного микроскопа для выборочных проверок критичных узлов.
И, конечно, тепловой расчёт. В многослойной плате внутренние слои — это ещё и теплоотвод. Неправильное распределение земляных и силовых полигонов может привести к локальным перегревам. Был у нас проект с силовым преобразователем. На этапе испытаний на вибростенде плата вышла из строя. Оказалось, что термические напряжения из-за неравномерного нагрева от компонентов и плохого теплового сопряжения слоёв привели к растрескиванию переходных отверстий. Пришлось переразводить, добавляя термовыравнивающие переходы и перераспределяя внутренние полигоны.
Взаимодействие с заказчиком: диалог вместо обмена файлами
Самая большая ошибка — считать, что отправил техзадание и файлы, и можно ждать готовые платы. Нет. Хорошее производство печатных плат — это постоянный диалог. Инженер техподдержки должен не просто принять файлы, а задать кучу вопросов: ?А что здесь за компонент с такими тепловыми требованиями? А предполагается ли конформное покрытие? А каковы условия эксплуатации??. Часто именно такие вопросы выявляют нестыковки в проекте. Мы для себя выработали правило: на каждый новый сложный проект проводим телеконференцию с инженерами заказчика. Это экономит время и нервы всем.
Например, компания ООО Сиань Циюнь Чжисюнь Электронные Технологии, с которой мы сотрудничали по ряду проектов в области силовой электроники, изначально присылала очень качественные, но ?академически? идеальные файлы. В процессе обсуждения выяснялись нюансы по нагрузке на силовые дорожки, необходимости усиления контактных площадок под винтовые клеммы, выбора финишного покрытия для плат, работающих в условиях повышенной влажности. Их подход к инновациям и интеграции технологий электронных схем, о котором говорится на их сайте https://www.apexpcb-cn.ru, хорошо сочетается с практической проработкой деталей на этапе подготовки к производству. Это как раз тот случай, когда синергия промышленной цепочки, которую они создают, работает — от идеи до физического воплощения.
Ещё один практический совет — всегда запрашивать у производства паспорт технологических возможностей (capability chart). Там чёрным по белому написаны минимальные ширины/зазоры, допуски на сверление, точность совмещения слоёв для разных классов точности. Сверяйте с ним свои файлы. Это убережёт от ситуации, когда вы проектируете под 3 mil (75 мкм), а завод стабильно делает только 4 mil (100 мкм).
Экономика процесса: где можно, а где нельзя экономить
Цена за квадратный дециметр — это только вершина айсберга. Настоящая стоимость складывается из технологичности дизайна. Плата, спроектированная с учётом производственных норм (например, с одинаковой шириной дорожек по возможности, без излишне плотной компоновки, требующей ручной пайки), будет стоить в серии значительно дешевле, даже если цена за площадь у производителя выше. Мы считаем для заказчиков сравнительную стоимость разных вариантов раскладки — иногда оказывается, что увеличение размеров платы на 10% и переход с 8 слоёв на 6 даёт экономию в 30% на партии, без потери функциональности.
Стоимость инструментальной оснастки (фотошаблоны, программы для сверления и тестирования) — это разовые затраты. Их имеет смысл amortize на большой партии. Поэтому для мелкосерийного производства (до 100 шт.) часто выгоднее искать производителя с гибкими настройками, готового работать с небольшими партиями без огромных вступительных взносов. Но для серии от 1000 штук уже нужно тщательно считать, где размещать заказ: иногда дешевле везти из-за рубежа, но ждать дольше и иметь логистические риски.
И последнее — тестирование. Полное функциональное тестирование (FCT) — дорого. Но его отсутствие может быть ещё дороже. Мы всегда предлагаем заказчику ступенчатый подход: для прототипа — визуальный контроль + E-Test. Для предсерии — выборочное FCT. Для серии — либо 100% FCT, либо выборочное, но с усиленным E-Test, в зависимости от критичности продукта. Однажды сэкономили на FCT для партии плат управления двигателем, и в поле отказало 2% продукции. Ремонт и замена обошлись дороже, чем тестирование всей партии. Урок усвоен.
Вместо заключения: мысль вслух
Так что, производство печатных плат — это далеко не только про станки и химию. Это в первую очередь про инженерную культуру, про внимание к деталям, которые на первый взгляд кажутся незначительными, и про умение вести диалог между проектировщиком и технологом. Это про понимание того, что красивая 3D-модель в CAD — это только половина пути. Вторая половина — это пресс, гальваническая линия, паяльная печь и придирчивый контроль. И когда эти два мира находят общий язык, получается не просто ?железо?, а надёжное изделие, которое будет работать годами. Как в той же экосистеме, которую выстраивают коллеги из ООО Сиань Циюнь Чжисюнь Электронные Технологии — контроль над ключевыми звеньями цепочки позволяет не просто делать платы, а создавать комплексные решения, где плата является идеально подогнанным элементом системы. А это, пожалуй, и есть конечная цель всего этого процесса.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 49DR_SV3
49DR_SV3 -
 16T16R прототип программируемой РЛС
16T16R прототип программируемой РЛС -
 47DR_8T8R_VNX_V1
47DR_8T8R_VNX_V1 -
 Вычислительная мощность платы VU5P+AGX Orin GPU составляет 275 TOPS
Вычислительная мощность платы VU5P+AGX Orin GPU составляет 275 TOPS -
 28DRx3_VU13P_9T24R
28DRx3_VU13P_9T24R -
 Обработка и отслеживание изображений
Обработка и отслеживание изображений -
 PCB-проектирование и структурный дизайн
PCB-проектирование и структурный дизайн -
 Программно-определяемое радио 4xAD9361
Программно-определяемое радио 4xAD9361 -
 Костнопроводные наушники
Костнопроводные наушники -
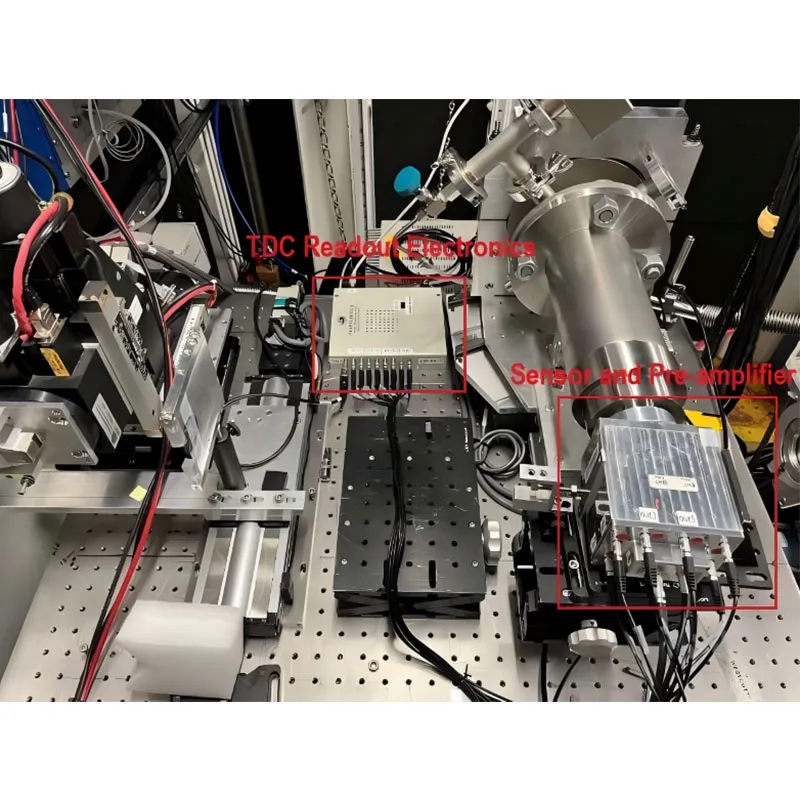 Система измерения времени (YM_TDC)
Система измерения времени (YM_TDC) -
 47DR-4T8R_LBV
47DR-4T8R_LBV -
 47DR_4T4R_TESCOM_V1
47DR_4T4R_TESCOM_V1