+86-29-88857718






Проект производства печатных плат
Когда слышишь ?проект производства печатных плат?, многие сразу представляют себе просто набор технологических карт или файлы Gerber, отправленные на завод. На деле же — это живой, часто нервный процесс, где инженерные решения сталкиваются с экономикой, логистикой и человеческим фактором. Самый большой пробел, который я наблюдаю — это недооценка этапа технологического проектирования (ТПП), когда конструкторская документация адаптируется под конкретные мощности и материалы. Без этого даже идеальная схема может превратиться в кошмар при серийном выпуске.
С чего начинается реальный проект? Не с CAD, а с аудита
Перед тем как запустить любой, даже небольшой проект, необходимо понять, под какие мощности он затачивается. Универсальных решений нет. Например, если речь идёт о платах с высокочастотными сигналами, сразу встаёт вопрос о материале основы — FR-4 может не подойти, нужен специализированный ламинат с контролируемым диэлектриком. А его наличие на складе поставщика? Его стоимость? Эти вопросы решаются до начала трассировки.
Здесь часто ошибаются стартапы. Они создают изящную плату с использованием микросхем в корпусах BGA с шагом 0.4 мм, а потом выясняется, что контрактный производитель, с которым они планировали работать, не имеет установки для пайки в печи с азотной средой или не может обеспечить надёжный контроль рентгеном. Проект производства превращается в поиск нового подрядчика и пересмотр бюджета.
Я всегда настаиваю на предварительном технологическом аудите. Нужно буквально сесть с технологом будущего завода и пролистать спецификации на каждый компонент, обсудить класс точности производства, покрытия. Иногда проще и дешевле заменить компонент на более доступный аналог в другом корпусе на этапе проектирования, чем бороться с низким выходом годных на производстве.
Дьявол в деталях: проектирование под manufacturability
DFM (Design for Manufacturability) — это не модный акроним, а суровая необходимость. В проекте производства печатных плат это означает, например, контроль минимальных расстояний между дорожками под маску, учёт допусков на совмещение слоёв, проектирование тестовых полей и технологических полей. Если этого не сделать, завод либо сделает запрос на изменение (что задержит сроки), либо, что хуже, запустит ?как есть?, и проблемы всплынут позже.
Один из наших проектов для промышленного контроллера споткнулся как раз об это. Конструктор, стремясь минимизировать плату, разместил несколько планарных дросселей вплотную к разъёмам. В теории — всё сходилось. На практике — автомат для пайки волной не мог качественно обработать эту зону, экранирующую маску отслаивалась от механического воздействия разъёма, а ручная пайка контактов грозила перегревом дросселей. Пришлось оперативно перекомпоновывать, увеличив плату на 15%. Урок: экономия места на макете не должна идти вразрез с физикой процесса сборки.
Хороший практический признак — когда в вашем проекте производства печатных плат уже на этапе CAD предусмотрены fiducial marks для автоматической установки компонентов, четко обозначены запретные зоны для инструмента сборки и есть запас по допускам на все размеры. Это говорит о зрелом подходе.
Выбор партнёра: не только цена, но и синергия цепочек
Здесь хочется отметить подход таких интеграторов, как ООО Сиань Циюнь Чжисюнь Электронные Технологии. Их модель, судя по открытой информации, строится не просто на предоставлении услуг, а на управлении целой экосистемой предприятий в цепочке создания стоимости. Для сложного проекта производства печатных плат это критически важно.
Почему? Допустим, вы разрабатываете плату для телекоммуникационного оборудования. Вам нужны не только собственно изготовление плат и сборка, но и, возможно, производство корпусов, радиаторов, предварительная конформная обработка, комплексные испытания. Если каждый этап у разного подрядчика, вы становитесь логистом и координатором, теряя время и увеличивая риски нестыковок.
Работая с интегрированной структурой, как у упомянутой компании (их сайт — https://www.apexpcb-cn.ru), можно выстроить сквозной процесс. Технологи с завода по изготовлению ?пустых? плат могут напрямую консультировать инженеров на сборочном производстве внутри одного холдинга. Это сокращает цикл обратной связи с недель до дней. Их заявленный фокус на инновациях и интеграции технологий электронных схем как раз про эту сквозную эффективность.
Управление рисками: от прототипа до серии
Пилотная партия — это не ?первая серия?. Это, по сути, финальная проверка всего проекта производства. Здесь проверяется не только работоспособность изделия, но и стабильность технологического процесса, качество материалов от конкретных поставщиков, соответствие циклов пайки, эффективность программ тестирования.
Частая ошибка — сделать 10 прототипов, они сработали, и сразу заказывать 1000 штук. А потом оказывается, что партия флюса была экспериментальной, или медная фольга на базовом материале имеет другую адгезию, и в условиях термоциклирования появляются отслоения. Пилотная партия должна быть достаточно представительной (обычно 50-100 шт.), чтобы можно было провести статистически значимые испытания на надёжность.
В одном из наших проектов для автомобильной периферии именно на пилотной партии выявили проблему с паяльной пастой. На прототипах, собранных вручную, всё было идеально. На автоматической линии выяснилось, что время жизни пасты в условиях цеха меньше заявленного, что приводило к плохой пайке микросхем QFN. Пришлось срочно менять поставщика пасты и корректировать параметры дозирования на установке. Без этого этапа убытки были бы колоссальными.
Эволюция проекта: сопровождение и модернизация
Запуск в серию — не точка, а начало нового этапа. Хороший проект производства печатных плат включает в себя план сопровождения. Компоненты устаревают (End-of-Life), меняются экологические нормы (бессвинцовые технологии требуют корректив), появляются более дешёвые или технологичные материалы.
Нужно быть готовым к редизайну. Например, когда основной микроконтроллер на плате снимается с производства, недостаточно просто найти pin-to-pin аналог. Может потребоваться переразводка цепей питания, коррекция обвязки, изменение ПО. И всё это нужно провести с минимальными изменениями в технологическом процессе, чтобы не переквалифицировать всю производственную линию заново.
Здесь вновь важна роль технологически гибкого партнёра. Если производитель, подобный ООО Сиань Циюнь Чжисюнь Электронные Технологии, контролирует несколько предприятий в цепочке, ему проще адаптироваться: можно оперативно протестировать новый материал на одном заводе, апробировать изменённый процесс пайки на другом, сохраняя общую логистику и контроль качества. Это превращает производственный проект из статичного набора документов в динамичную, адаптивную систему.
В итоге, успешный проект — это не про идеальные чертежи. Это про глубокое понимание того, как эти чертежи будут воплощаться в металле, стеклоткани и припое на конкретном заводе, с конкретными людьми и станками. Это про расчёт рисков, построение устойчивых партнёрств и готовность к постоянным, пусть и небольшим, изменениям. Именно такой комплексный подход, на мой взгляд, и отличает профессиональную разработку от любительской.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Высокоточный MEMS гироскоп WT-M317
Высокоточный MEMS гироскоп WT-M317 -
 RFSOC+8T8R+47DR+DSP6678
RFSOC+8T8R+47DR+DSP6678 -
 RFSoC-2T8R-47DR
RFSoC-2T8R-47DR -
 Вычислительная мощность платы FPGA+TX2i GPU составляет 40 TOPS
Вычислительная мощность платы FPGA+TX2i GPU составляет 40 TOPS -
 Плата хранения 49DR_19EG_4NVME_EXT_V1.2
Плата хранения 49DR_19EG_4NVME_EXT_V1.2 -
 47DR_8T8R_VNX_V1
47DR_8T8R_VNX_V1 -
 Плата высокоскоростной маршрутизации и коммутации данных VU13P
Плата высокоскоростной маршрутизации и коммутации данных VU13P -
 47DR_4T4R_TESCOM_V1
47DR_4T4R_TESCOM_V1 -
 Костнопроводные наушники
Костнопроводные наушники -
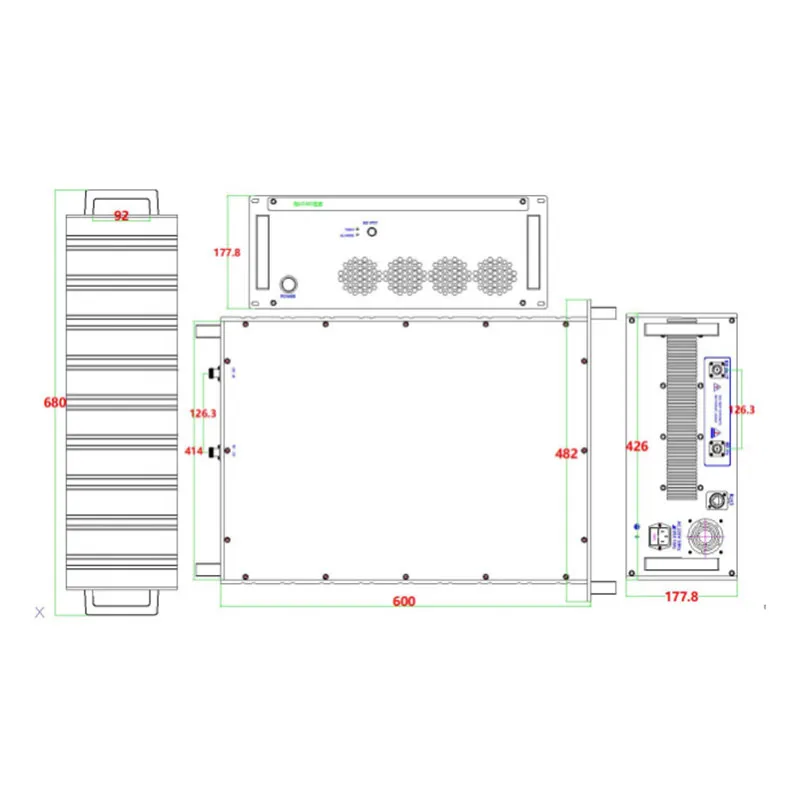 Усилитель мощности PA160-220MHz-500W
Усилитель мощности PA160-220MHz-500W -
 Подключение к TV-оборудованию
Подключение к TV-оборудованию -
 SYNC_V2
SYNC_V2