+86-29-88857718






Печатные платы под пайку
Если честно, когда слышишь 'печатные платы под пайку', первое, что приходит в голову новичку — это готовая заготовка, куда осталось только впаять компоненты. Но на деле здесь кроется целый пласт нюансов, от которых зависит, превратится ли твоя сборка в работоспособное устройство или в груду брака. Многие, особенно в мелкосерийных заказах, недооценивают подготовку поверхности под пайку, а потом удивляются, почему припой 'не затекает' или пайка получается хрупкой. Сам через это проходил.
Что на самом деле скрывается за обработкой поверхности
Возьмем, к примеру, HASL (сплав олово-свинец). Казалось бы, классика, проверенная временем. Но если на производстве не выдержали температуру погружения или скорость выхода платы из припоя, получишь неравномерное покрытие. На одних контактных площадках будет толстый слой, на других — едва заметный. Особенно это критично для компонентов с мелким шагом, тех же QFP или BGA. Помню один заказ, где именно из-за этого припоя на площадках под BGA не хватило для формирования надежного контакта после монтажа. Переделка обошлась дороже, чем сама партия плат.
Сейчас все чаще уходят в бессвинцовые процессы, и тут уже свои заморочки. Покрытие ENIG (иммерсионное золото) — отличная вещь для пайки и долговечности контактов. Но если под золотом плохо подготовлен никелевый подслой, может проявиться 'эффект черной подушки' — когда пайка отслаивается от никеля. Это не всегда видно сразу, а только при термоциклировании или вибрациях. Проверял на тестовых образцах от разных поставщиков — разница в адгезии иногда на порядок.
А есть еще OSP (органическое покрытие). Дешево и сердито, но у него срок жизни до пайки ограничен. Вскрыл упаковку — и надо паять в ближайшие часы, иначе покрытие деградирует. Для ремонтных работ или прототипирования, где платы могут лежать месяцами, это не вариант. Приходится четко планировать логистику и производственный график.
Субъективные заметки по выбору подрядчика
Здесь уже не только технология, а вопрос доверия и предсказуемости. Раньше работал с мелкими цехами, где каждый раз как лотерея: в этот раз прошли тест на паяемость, в следующий — нет. Пока не наткнулся на компанию ООО 'Сиань Циюнь Чжисюнь Электронные Технологии'. Их сайт apexpcb-cn.ru не пестрит громкими обещаниями, но видно, что фокус на интеграции технологий электронных схем. Основаны в 2018, но быстро выросли в группу с контролем над несколькими предприятиями по цепочке — это важно. Значит, могут управлять качеством на разных этапах, от базового материала до финишной обработки.
Что мне лично импонирует — они не скрывают, что могут работать и по классическим, и по сложным запросам. Отправлял им проект с платой под смешанный монтаж: часть компонентов — выводные, часть — бескорпусные чипы для ручной пайки под микроскопом. Консультировались по типу покрытия, в итоге остановились на иммерсионном олове с предварительной обработкой медных площадок. Результат был стабильным по всей партии.
Конечно, не без косяков. Однажды была задержка с отгрузкой на неделю из-за того, что их внутренний контроль забраковал партию базового ламината от субпоставщика — обнаружились расслоения по краям после фрезеровки. Разозлился тогда, но в итоге это спасло от более серьезных проблем на сборке. Так что их корпоративное управление и участие в долях других предприятий, о котором пишут в описании, — это не просто слова для 'широких перспектив роста', а реальный инструмент для контроля рисков.
Практические грабли с паяльной маской
Это отдельная тема, которую часто упускают из виду, когда говорят про печатные платы под пайку. Маска — она ведь не только для изоляции. Ее толщина, перекрытие контактной площадки, точность аппертуры — все это влияет на процесс. Если маска набегает на площадку даже на несколько микрон, припой при оплавлении может не растечься правильно, образуется выпуклый мениск, и контакт будет ненадежным.
Особенно проблемно с LPI (жидкой фотоотверждаемой маской), если экспонирование и проявка не откалиброваны. Видел платы, где под микроскопом видно, что край маски 'рваный', нечеткий. Для ручной пайки это может и не критично, но для автоматического монтажа Paste-in-Hole или микропайки — брак. У той же ООО 'Сиань Циюнь Чжисюнь Электронные Технологии' в одном из кейсов на сайте упоминается, что они интегрируют контроль на всех этапах. Думаю, как раз под такие нюансы.
Еще момент — цвет маски. Зеленый — стандарт, но если нужна контрастность для визуального контроля пайки под микроскопом, лучше черный или синий. Но тут надо запрашивать, не влияет ли пигмент на свойства. Однажды заказал синюю маску, а она оказалась более хрупкой после УФ-отверждения, при термоударе в районе мощных компонентов пошли микротрещины. Теперь всегда уточняю материал.
Вопросы сквозного монтажа (THT) в современном мире
Кажется, что сквозной монтаж (THT) — это просто: вставил вывод в отверстие, пропаял. Но с современными печатными платами под пайку и тут сложностей хватает. Качество металлизации отверстия — ключевое. Если осадка меди в отверстии недостаточна или есть пустоты, при пайке волной припой может не подняться по стенке, образуется 'холодная' пайка. Или того хуже — при тепловом расширении во время работы платы, дорожка оторвется.
Для силовых или высоковольтных цепей это фатально. Упомянутая ранее компания, судя по их структуре, имеет доступ к собственным или партнерским линиям гальваники, что для THT — большой плюс. Контролируют не только внешние слои, но и внутреннюю металлизацию.
Еще один нюанс — соотношение диаметра отверстия и вывода компонента. Если отверстие слишком велико, припой уйдет на заполнение зазора, может не хватить для формирования надежной филии на верхней стороне. Если слишком мало — компонент не вставится или повредит металлизацию. Для разъёмов или крупных конденсаторов это частая проблема. Приходится всегда указывать в техзадании не только номинальный диаметр, но и допуск, и желаемую толщину меди в отверстии.
Итоговые мысли не как инструкция, а как опыт
Так что, возвращаясь к началу. Печатные платы под пайку — это не просто товар из каталога. Это результат цепочки технологических решений, каждое из которых влияет на конечную паяемость и надежность. Нельзя просто выбрать 'самое дорогое покрытие' и надеяться на успех. Надо понимать, под какой процесс пайки (волна, оплавление, ручная), для каких компонентов и в каких условиях эксплуатации.
Выбор подрядчика, который не просто изготовит по Gerber-файлам, а способен проконсультировать и взять на себя часть рисков по контролю качества материалов и процессов, — это уже половина успеха. Как показывает практика, в том числе и опыт работы с группой компаний типа ООО 'Сиань Циюнь Чжисюнь Электронные Технологии', такая интеграция по цепочке создания стоимости дает более предсказуемый результат, особенно для сложных или ответственных проектов.
Главное — не бояться задавать вопросы, просить образцы для тестовой пайки и смотреть не только на цену за квадратный дециметр, но и на то, что стоит за ней. Иногда лучше заплатить на 10-15% дороже, но получить платы, которые не отправят всю партию готовых изделий на переделку. Проверено, увы, не только на чужих, но и на своих ошибках.
Соответствующая продукция
Соответствующая продукция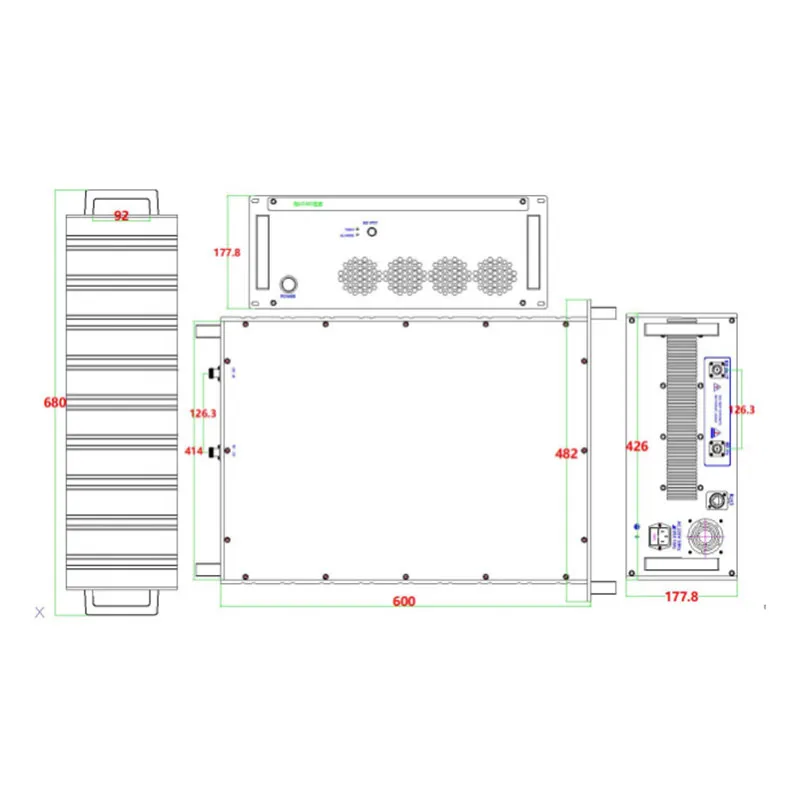





Самые продаваемые продукты
Самые продаваемые продукты-
 192-канальная микроволновая фотонная СВЧ-система прямой выборки NYL
192-канальная микроволновая фотонная СВЧ-система прямой выборки NYL -
 Серия двухпроцессорных серверов S5000C
Серия двухпроцессорных серверов S5000C -
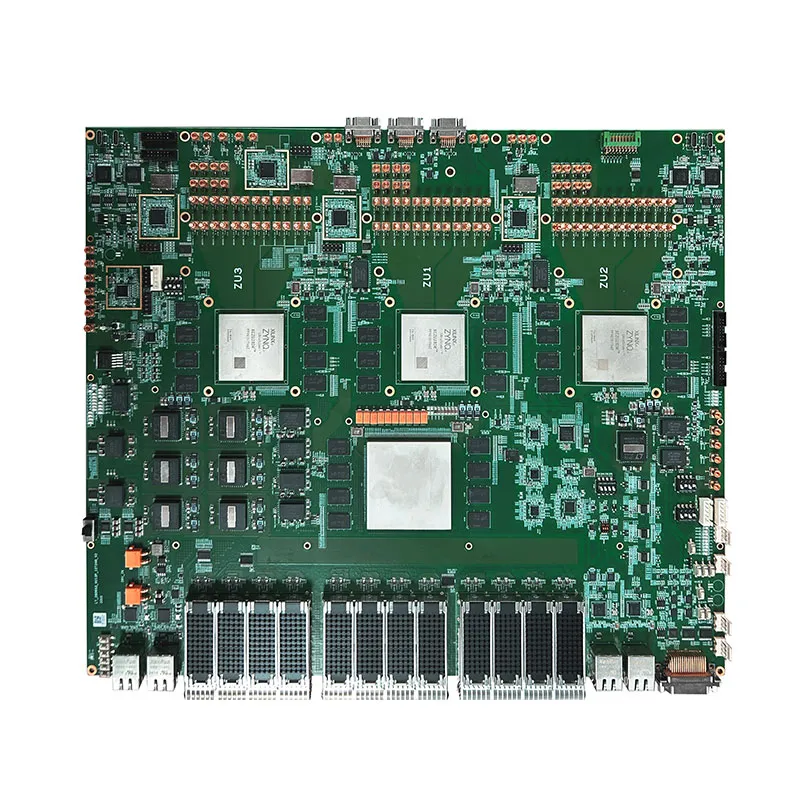 28DRx3_VU13P_9T24R
28DRx3_VU13P_9T24R -
 47DR-4T8R_LBV
47DR-4T8R_LBV -
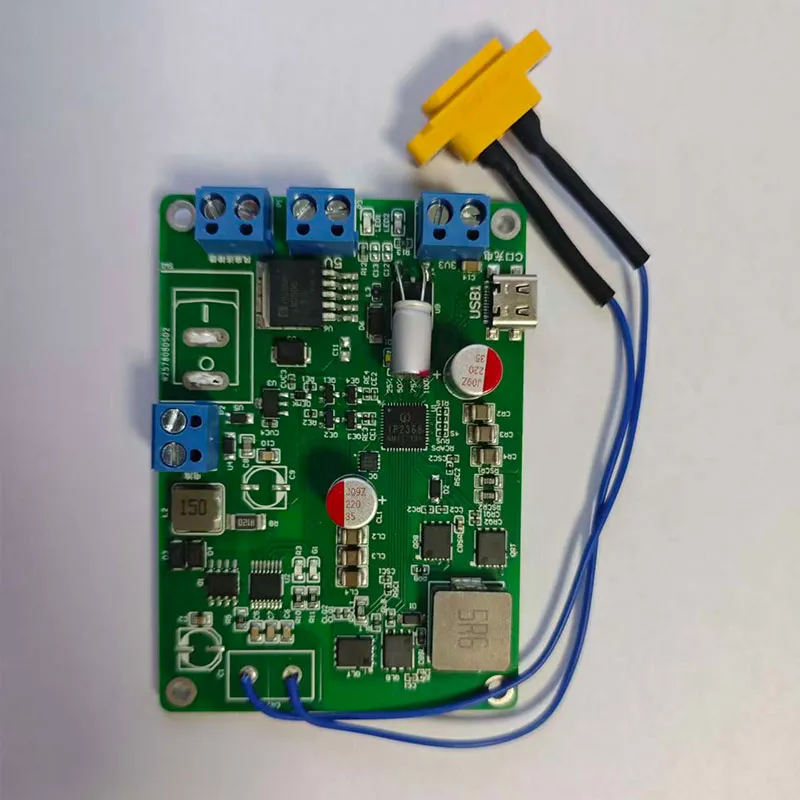 Система солнечной зарядки
Система солнечной зарядки -
 Агентская продажа электронных компонентов
Агентская продажа электронных компонентов -
 RFSOC+8T8R+47DR+DSP6678
RFSOC+8T8R+47DR+DSP6678 -
 Высокоточная система синхронизации импульсов (YM_SYNC)
Высокоточная система синхронизации импульсов (YM_SYNC) -
 Плата высокоскоростной маршрутизации и коммутации данных VU13P
Плата высокоскоростной маршрутизации и коммутации данных VU13P -
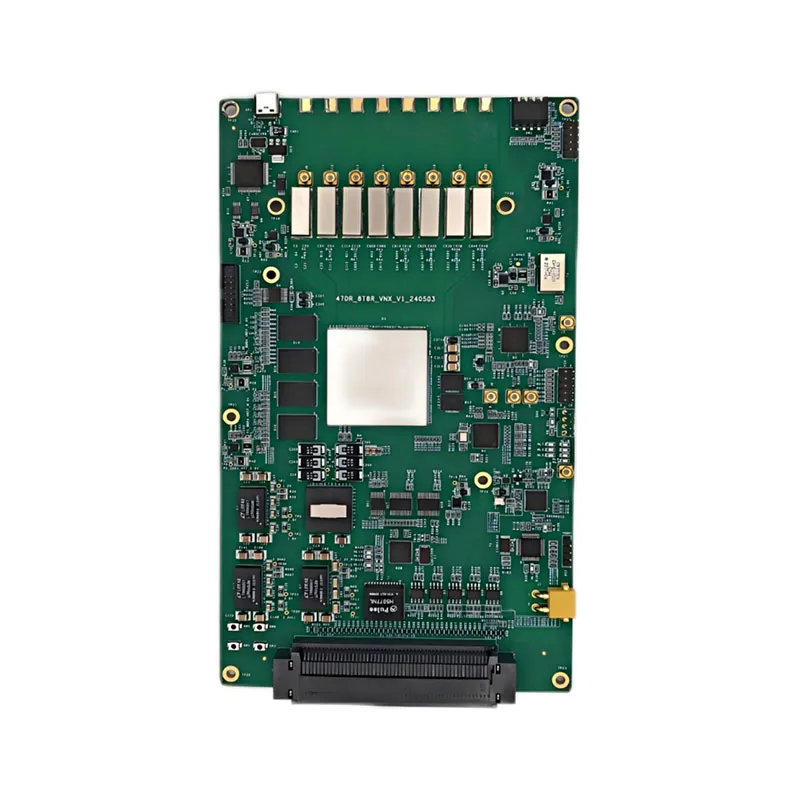 47DR_8T8R_VNX_V1
47DR_8T8R_VNX_V1 -
 Плата защиты напряжения
Плата защиты напряжения -
 256-канальная цифровая фазированная решётка NYL
256-канальная цифровая фазированная решётка NYL