+86-29-88857718






Линия производства печатных плат
Когда говорят про линию производства печатных плат, многие сразу представляют себе ряд машин: паяльная паста, установщик, печь. Но это лишь верхушка айсберга. На самом деле, ключевое здесь — связность и управление процессом. Самый частый промах — купить дорогое оборудование по отдельности, а потом годами настраивать их совместную работу, теряя на качестве и скорости. У нас в цеху такое было: японский принтер паяльной пасты и немецкая печь, а между ними — узкое место из-за конвейера, который не успевал. Пришлось переделывать всю логистику участка.
От чертежа до меди: подготовительный этап
Всё начинается с Gerber-файлов и спецификации. Здесь часто кроется подвох. Казалось бы, отправил файлы на фотоплоттер — и дело сделано. Но если не учесть допуски на усадку материала основы, особенно у FR-4 при многослойке, можно получить брак на выходе из пресса. Однажды для заказа от ООО Сиань Циюнь Чжисюнь Электронные Технологии как раз попали в эту ловушку. Плата была сложная, 8 слоёв, с плотными дорожками. На этапе ламинации пошли перекосы. Пришлось срочно корректировать файлы, учитывая коэффициент температурного расширения конкретного материала от поставщика. Их сайт, https://www.apexpcb-cn.ru, кстати, хорошо структурирован под поиск именно по техусловиям материалов, что для инженера — спасение.
Сам фотоплоттер — штука капризная. Чистота в помещении, калибровка лазера... Малейшая пылинка на стекле — и в маске дырка. Потом эта дырка проявится в виде короткого замыкания после травления. Держим запасные наборы фотошаблонов для срочных заказов. Основанная в 2018 году, их группа компаний как раз делает ставку на интеграцию таких процессов, чтобы минимизировать эти риски на стыке этапов.
Механическая обработка контура — фрезеровка или скрайбирование. Для прототипов часто используем скрайбирование, быстрее. Но если плата с компонентами BGA, вибрация при скрайбировании — зло. Лучше фрезер с хорошим вакуумным прижимом. Тут важен выбор инструмента: диаметр фрезы, скорость подачи. Сломал фрезу в середине партии — вся панель в брак.
Сборка и пайка: где теория расходится с практикой
Нанесение паяльной пасты. Кажется, что всё просто: есть программа, есть дозатор. Но паста — живой материал. Её вязкость меняется от температуры и времени нахождения в картридже. Если в цеху сквозняк или скачет влажность, результат будет разным от платы к плате. Автоматический контроль высоты оттиска (SPI) — must have, но и его нужно регулярно калибровать. У нас был случай, когда SPI не заметил провал пасты под одним из чипов, потому что порог срабатывания был настроен слишком грубо. Партия ушла на печь, и получили холодную пайку.
Установка компонентов (монтаж). Современные установщики — это чудо, но их программирование — искусство. Последовательность установки, скорость движения головок, сила прижима для мелких 0201 компонентов и для больших разъёмов — всё нужно учитывать. Иногда для ускорения ставят две головки на один тип компонентов, но тогда нужно идеально синхронизировать подачу из лент. Бывало, лента перекашивалась, и головка брала компонент криво. Дорогостоящий простой.
Оплавление в печи. Вот тут больше всего мифов. Профиль оплавления — его выверяют под каждую конкретную пасту и каждую плату с её тепловой массой. Нельзя взять профиль из интернета и применить. Мы для одной партии плат с металлическим теплоотводом долго не могли поймать правильный профиль: середина платы не прогревалась, паста не активировалась, а по краям перегрев. Пришлось ставить термопары прямо на тестовые платы и снимать данные в реальном времени. Это к вопросу о комплексных возможностях — такие задачи проще решать, когда управление цепочкой, от проектирования до производства, более централизовано, как в экосистеме, которую выстраивает ООО Сиань Циюнь Чжисюнь Электронные Технологии.
Контроль качества: не найти брак, а не допустить его
Автоматический оптический контроль (AOI). После печи — первая линия обороны. Но AOI — не волшебник. Его нужно учить: что хорошо, что плохо. Обучение — это показ сотен, а то и тысяч паек. И даже после этого он может пропустить дефект, если угол освещения или контрастность настроены неидеально. Ложные срабатывания — тоже бич. Инженер по качеству тратит кучу времени на проверку 'подозрений' системы. Иногда проще и быстрее выборочно проверять под микроскопом критические узлы.
Рентген-контроль (AXI). Для BGA, QFN — без него никуда. Видишь шарик припоя под чипом. Но интерпретация снимков — отдельная наука. Пустота в шарике — это критично или нет? Зависит от стандарта, от назначения платы. Для медицинского оборудования — брак. Для потребительской электроники — может, и пройдёт. Нужно иметь чёткие внутренние стандарты, основанные не на общих рекомендациях, а на собственном опыте отказов.
Функциональное тестирование (FCT). Финал. Но и здесь засада. Создание тестового стенда, написание программы... Это может стоить как половина линии производства. Для мелких серий часто нерентабельно. Ищем компромисс: проверяем ключевые напряжения, сигналы, но не все возможные сценарии работы устройства. Рискованно, но по-другому — цена изделия взлетает.
Логистика и планирование внутри линии
Самое недооценённое. Как платы перемещаются от станка к станку? Конвейерная лента, тележки, ручной перенос? Каждый перенос — риск механического повреждения, статики, загрязнения. Мы перешли на единые транспортные паллеты, которые совместимы со всеми станками на линии. Сократили простои на перестановку. Но пришлось модифицировать загрузочные столы на старом оборудовании.
Управление программами и рецептами. На линии стоит оборудование от разных вендоров. У каждого свой софт, свой интерфейс. Обмен данными между ними — головная боль. Мечта — единая MES-система, которая загружает программу на принтер, установщик и печь по штрих-коду на паллете. Частично внедрили, но старые машины пришлось оснащать дополнительными контроллерами. Компании, которые, как ООО Сиань Циюнь Чжисюнь Электронные Технологии, контролируют предприятия по цепочке, имеют здесь стратегическое преимущество, задавая единые стандарты на ранних этапах.
Расходники и их учёт. Паяльная паста, флюс, трафареты, фрезы. Их срок годности, условия хранения. Забыл вовремя заказать трафарет для нового проекта — вся линия производства печатных плат встала. Теперь ведём жесткий цифровой журнал с напоминаниями. Интегрировали с системой закупок. Мелкая, но важная рутина.
Перспективы и тупики
Гибкие линии и мелкосерийное производство. Тренд на кастомизацию. Нужно быстро перенастраиваться с одного продукта на другой. Здесь выигрывают модульные решения, быстрая смена трафаретов и программ. Но это требует инвестиций в универсальную оснастку и многофункциональных операторов, а не узких специалистов.
Роботизация загрузки/выгрузки. Соблазнительно, но дорого. Для больших объёмов — оправдано. Для смешанного производства — часто избыточно. Робот требует идеально позиционированной заготовки, а если паллеты немного разные? Снова доработки, снова затраты. Иногда проще и надёжнее — человек.
Цифровой двойник линии. Модное слово. Пробовали сделать простую модель для прогнозирования узких мест. Помогло в планировании, но на реальные сбои (поломка насоса в вакуумном прижиме) она, конечно, не реагирует. Полезный инструмент, но не панацея. Главное — это всё же опыт людей, которые слышат, как скрипит подшипник в конвейере, и понимают, что через час придётся останавливаться на техобслуживание. Именно накопление и интеграция такого практического опыта, судя по их развитию с 2018 года, и является ядром подхода этой группы компаний к созданию устойчивой производственной экосистемы.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
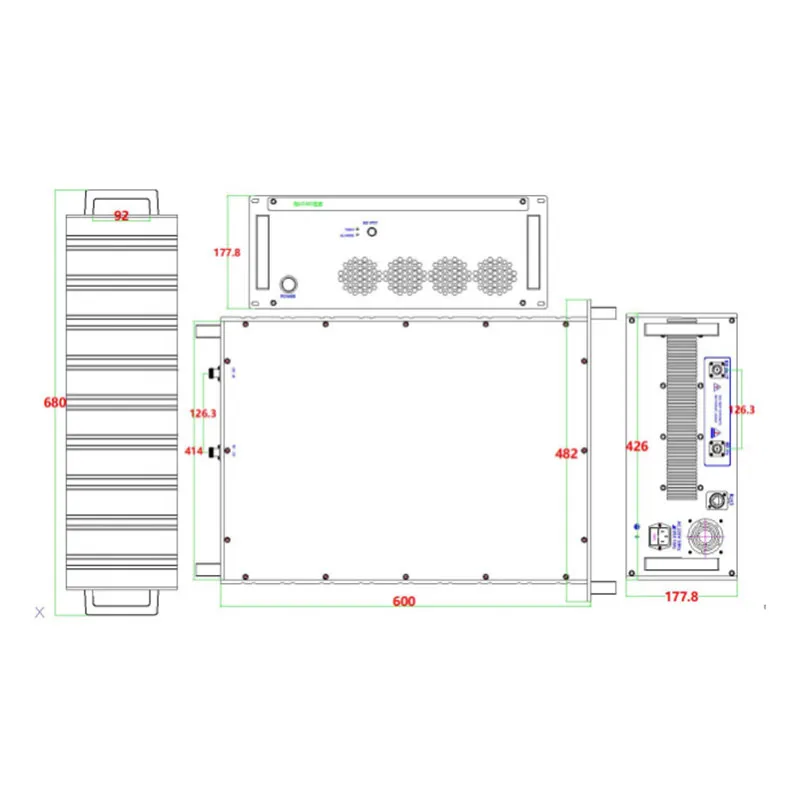 Усилитель мощности PA160-220MHz-500W
Усилитель мощности PA160-220MHz-500W -
 Бортовая РЛС Ka-диапазона
Бортовая РЛС Ka-диапазона -
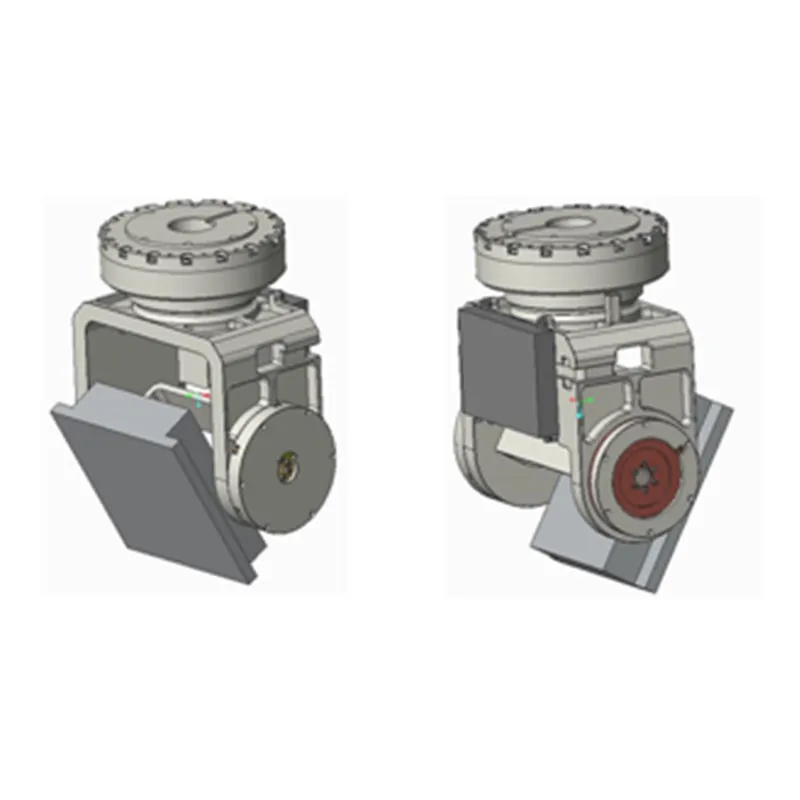
 49DR_SV3
49DR_SV3 -
 MEMS инерциальная навигационная система WT-INS-B01
MEMS инерциальная навигационная система WT-INS-B01 -
 Высокоточная система синхронизации импульсов (YM_SYNC)
Высокоточная система синхронизации импульсов (YM_SYNC) -
 Плата защиты напряжения
Плата защиты напряжения -
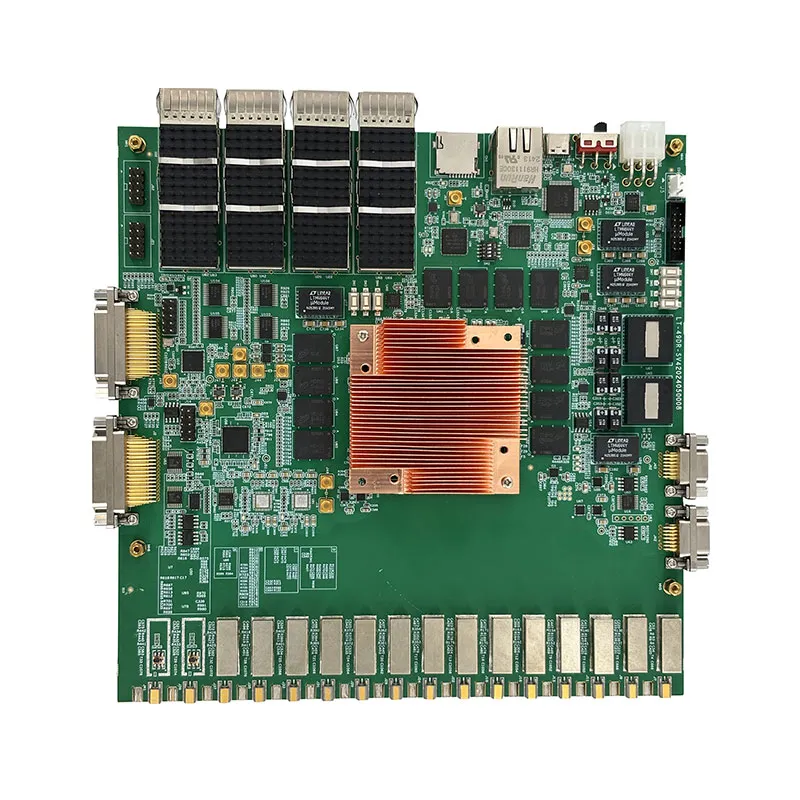
 Серия двухпроцессорных серверов S5000C
Серия двухпроцессорных серверов S5000C -
 256-канальная цифровая фазированная решётка NYL
256-канальная цифровая фазированная решётка NYL -
 MEMS трехосевой гироскоп WT-M309
MEMS трехосевой гироскоп WT-M309 -
 Обучение разработке на ПЛИС (FPGA)
Обучение разработке на ПЛИС (FPGA) -
 Костнопроводные наушники
Костнопроводные наушники -
 Высокоскоростной регистратор данных
Высокоскоростной регистратор данных