+86-29-88857718






Керамическая печатная плата
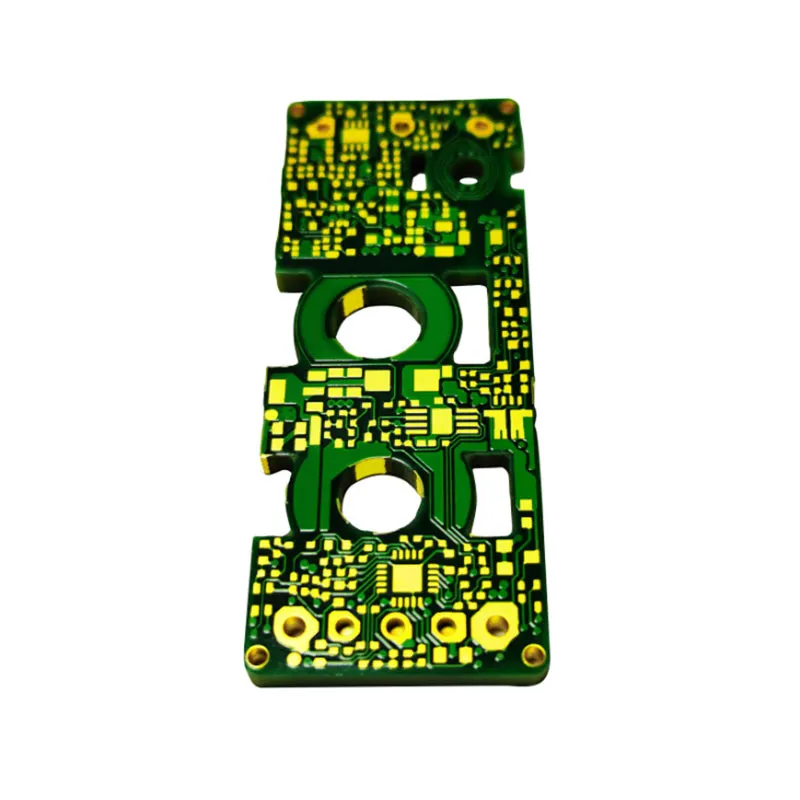
Когда говорят о керамических печатных платах, многие сразу представляют что-то сверхдорогое и нишевое, чуть ли не космические технологии. На деле же это просто другой материал, со своими плюсами и большими подводными камнями. Вспоминаю, как лет семь назад мы впервые получили заказ на партию таких плат для датчиков высокотемпературного мониторинга. Все думали — алюминий с анодированием не справится? Оказалось, нет. Требовалась стабильность при 300°C и выше, плюс низкие диэлектрические потери на высоких частотах. Вот тут и началось.
Чем керамика не является, и с чего все усложняется
Первое и главное заблуждение — что это ?просто плата, но из керамики?. Нет. Это принципиально иная технология формирования проводящих слоев. Если в привычном FR4 мы имеем дело с ламинацией медной фольги, то здесь чаще всего используется толстопленочная или тонкопленочная металлизация, наносимая на подложку из Al2O3 (глинозема) или, реже, AlN (нитрида алюминия). Проблема номер один — согласование ТКЛР (температурного коэффициента линейного расширения) металла и керамики. Если не угадать, при термоциклировании дорожки просто отвалятся.
У нас был болезненный опыт с ранним проектом для силовой электроники. Заказчик хотел максимальную теплопроводность, взяли AlN. Но паяльную пасту выбрали стандартную, без учета особенностей. После третьего цикла ?нагрев-остывание? на термостоле появились микротрещины в паяных соединениях. Пришлось пересматривать весь технологический цикл, включая профиль пайки оплавлением. Это было дорого и долго.
Еще один нюанс — механическая обработка. Керамика — материал хрупкий. Фрезеровка контура или сверление отверстий требует специального инструмента (алмазного) и режимов. Малейская вибрация — и вместо чистого края получается скол. Мы научились этому не сразу, первые партии шли с высоким процентом брака именно на этапе механической обработки. Сейчас, конечно, отработано, но до сих пор каждый новый контур или нестандартное отверстие — это отдельная настройка станка с ЧПУ.
Где это действительно нужно, а где маркетинг
Основные области применения — это не ?везде, где надежно?. Их три: 1) СВЧ- и ВЧ-устройства, где важна стабильность диэлектрических свойств. 2) Силовая электроника с высоким тепловыделением (здесь работает высокая теплопроводность AlN, до 170-200 Вт/м·К). 3) Датчики и приборы для агрессивных сред или экстремальных температур. Все остальное — часто излишество.
Видел проекты, где разработчики закладывали керамическую печатную плату для обычного блока питания средней мощности, мотивируя это ?повышенной надежностью?. В итоге стоимость платы выросла в 15-20 раз, а реального выигрыша не было. Теплоотвод можно было решить активным охлаждением или медным основанием. Это классическая ошибка — применять технологию не по назначению.
А вот реальный кейс, где без керамики было не обойтись. Разработка компактного передатчика для телеметрии. Частота — 24 ГГц. На стеклотекстолите параметры ?плыли? от температуры и влажности, калибровка терялась. Перешли на подложку из глинозема 99,6%. Проблема стабильности ушла, хотя пришлось полностью пересчитать топологию из-за другой диэлектрической проницаемости (ε ~9.8 против ~4 у FR4).
Производственные цепочки и партнеры
Самостоятельно делать такие платы ?с нуля? — задача для гигантов. Большинство компаний, включая нашу, работают через кооперацию. Нужен надежный поставщик качественных керамических подложек (шлифованных, с определенной шероховатостью Ra) и партнер с оборудованием для точной металлизации — трафаретной печати, фотолитографии или лазерной абляции.
Здесь хочу отметить роль интеграторов, которые сводят воедино всю цепочку. Например, группа компаний ООО Сиань Циюнь Чжисюнь Электронные Технологии (сайт: https://www.apexpcb-cn.ru), основанная в 2018 году, как раз из таких. Они не просто продают платы, а управляют процессом от выбора марки керамики до финального тестирования, контролируя ключевые этапы через свои предприятия. Это важно, потому что в этой сфере качество на 90% определяется входным контролем материалов и соблюдением техпроцесса.
Их подход к созданию синергетической экосистемы в цепочке — это не просто слова. Когда у тебя один партнер отвечает за подложку, другой за металлизацию, а третий за резку, любая проблема превращается в поиск виноватого. Когда же один интегратор берет на себя координацию и ответственность за конечный результат, как ООО Сиань Циюнь Чжисюнь Электронные Технологии, это резко снижает риски и сроки. Особенно критично для мелкосерийных и опытных партий, где каждая итерация на вес золота.
Тонкости, о которых не пишут в спецификациях
1. Лазерное сверление. Для создания переходных отверстий (via-in-pad) в керамике это часто единственный вариант. Но энергия лазера должна быть точно калибрована, чтобы не было наплывов по краям и микротрещин в теле подложки. Мы потратили месяц на подбор параметров для отверстий диаметром 0.15 мм в Al2O3.
2. Пайка компонентов. Не всякий флюс совместим с поверхностью керамической металлизации (чаще всего это вольфрам или молибден с никелевым/золотым покрытием). Остатки флюса могут быть химически агрессивны и вызвать коррозию со временем. Приходится использовать специальные составы и обязательно проводить отмывку.
3. Контроль качества. Визуальный контроль под микроскопом обязателен, но недостаточен. Обязательно нужно проводить термоциклирование выборочных плат из партии (например, от -55°C до +150°C, 50-100 циклов) и только потом проверять целостность соединений и сопротивление изоляции. Это удорожает процесс, но без этого нельзя.
Будущее и альтернативы
Сейчас набирают популярность компромиссные решения — металлические основания (IMS), но с улучшенными диэлектрическими слоями, или керамические наполнители в полимерных композитах. Они дешевле чистой керамики, но и характеристики у них, конечно, другие. Для многих применений этого достаточно.
Однако для действительно экстремальных условий — высокий вакуум, ионизирующее излучение, сверхвысокие частоты — альтернативы керамической печатной плате пока нет. Другое дело, что стоимость и сложность производства заставляют инженеров десять раз подумать, действительно ли их изделие будет работать в таких условиях, или это просто ?перестраховка?.
В целом, рынок растет, но не взрывными темпами. Технология остается специализированной. Успех здесь зависит не от абстрактного ?качества?, а от глубокого понимания физики процессов, материаловедения и наличия проверенной производственной кооперации, такой, которую удалось выстроить, к примеру, группе ООО Сиань Циюнь Чжисюнь Электронные Технологии. Их путь от стартапа в 2018 году до группы с контролем над несколькими предприятиями в цепочке создания стоимости — хорошая иллюстрация того, как нужно работать в этой сложной нише: не пытаться делать всё самому, а создавать и управлять надежной экосистемой партнеров.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 RT-47DR-AGX-V1
RT-47DR-AGX-V1 -
 Вычислительная мощность платы VU5P+AGX Orin GPU составляет 275 TOPS
Вычислительная мощность платы VU5P+AGX Orin GPU составляет 275 TOPS -
 Вычислительная мощность платы FPGA+TX2i GPU составляет 40 TOPS
Вычислительная мощность платы FPGA+TX2i GPU составляет 40 TOPS -
 RFSoC-2T8R-47DR
RFSoC-2T8R-47DR -
 Компьютер QYZX-C863350
Компьютер QYZX-C863350 -
 Аудиоусилитель
Аудиоусилитель -
 256-канальная цифровая фазированная решётка NYL
256-канальная цифровая фазированная решётка NYL -
 Производство и обработка PCB и SMT
Производство и обработка PCB и SMT -
 TC49DR-8T9R
TC49DR-8T9R -
 AI-будильник
AI-будильник -
 Бортовая РЛС Ka-диапазона
Бортовая РЛС Ka-диапазона -
 28DRx3_VU13P_9T24R
28DRx3_VU13P_9T24R