+86-29-88857718






Изготовление и сборка печатных плат
Когда говорят про изготовление и сборку печатных плат, многие представляют себе некий линейный конвейер. На деле же — это постоянный баланс между технологией, экономикой и, что важно, физикой материалов. Частая ошибка — считать, что основная сложность в пайке компонентов. Нет, она начинается гораздо раньше, с файла Gerber и выбора базового материала. Вот, к примеру, FR-4 — классика, но для силовых или высокочастотных узлов его часто недостаточно. Приходится думать про термостойкость или диэлектрическую проницаемость. Это не просто теория, а ежедневный выбор, влияющий на конечную стоимость и надёжность.
Где рождается проблема: проектирование и технологические ограничения
Исходные данные от клиента — это святое, но они не всегда идеальны. Бывает, присылают файлы, где дорожки к контактным площадкам подходят под прямым углом, или расстояние между проводниками меньше допустимого для выбранного класса точности. На этапе предпроизводственного анализа (DFM) это вылезает сразу. Раньше мы иногда шли на поводу у заказчика: ?Сделайте как в файле?. В итоге — высокий процент брака на электроконтроле или, что хуже, отказы уже в устройстве. Теперь настаиваем на консультации. Объясняем, что добавление термобарьера на дорожку, ведущую к SMD-конденсатору, или изменение формы маски в узком месте — не прихоть, а необходимость для последующей сборки печатных плат.
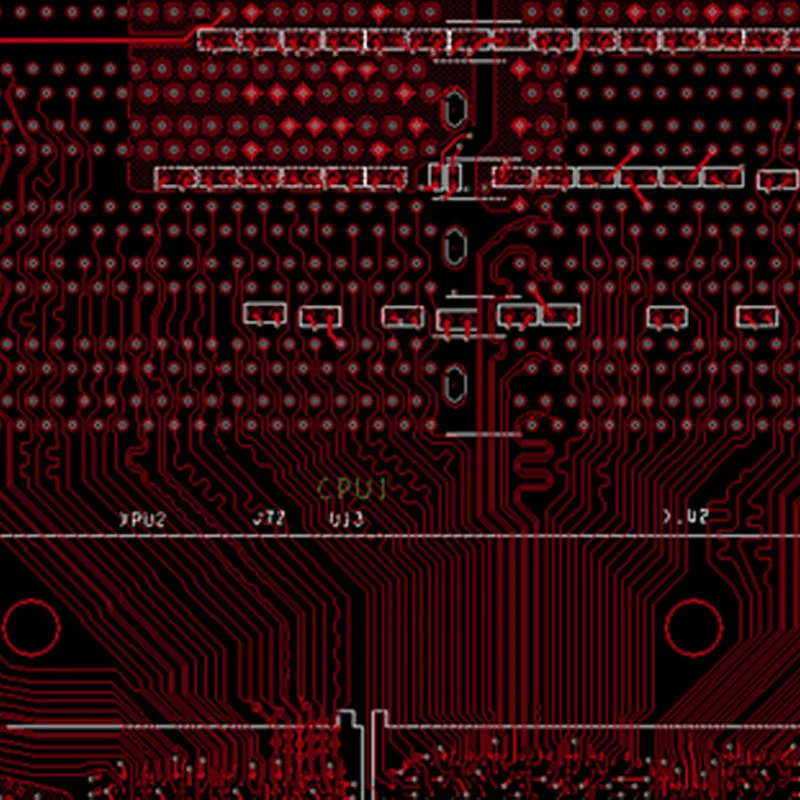
Один из наглядных случаев связан с заказом на многослойные платы для промышленного контроллера. Заказчик, энтузиаст-разработчик, спроектировал сложную разводку с минимальными зазорами. В прототипе всё работало. Но когда дело дошло до серии, начались короткие замыкания между слоями. Причина — в спецификации не был учтён допуск на утончение меди в процессе травления для внутренних слоёв. Платы прошли электрический контроль, но под нагрузкой и нагревом проявлялся дефект. Пришлось пересматривать дизайн, увеличивать зазоры, что, конечно, повлияло на габариты узла. Урок: дизайн для прототипа и дизайн для серии — это два разных дизайна.
Здесь стоит отметить роль компаний, которые не просто исполняют заказ, а погружаются в его суть. Взять, к примеру, ООО 'Сиань Циюнь Чжисюнь Электронные Технологии'. Судя по их деятельности, они строят именно экосистему — от проектирования до готового электронного модуля. Это важно, потому что разрыв между изготовлением ?голой? платы и её окончательной сборкой часто приводит к накоплению ошибок. Когда один технолог ведёт проект от Gerber до пайки BGA-компонентов, шансов на успех больше.
Материальная база: не только текстолит
Выбор материала подложки — это фундамент. Для рядовых устройств идёт FR-4, но и тут есть десятки марок с разным Tg (температурой стеклования). Если плата будет работать в тепловом окружении, скажем, рядом с силовым ключом, низкий Tg приведёт к деформациям и трещинам в переходных отверстиях. Был прецедент с блоком управления светодиодным экраном. Вроде бы ничего особенного, но плата стояла в замкнутом корпусе с плохой вентиляцией. После полугода работы начались сбои. Вскрытие показало микротрещины в виа. Перешли на материал с Tg > 170°C — проблема ушла.
Для высокочастотных трактов FR-4 уже непригоден из-за высоких диэлектрических потерь. Тут в ход идут специализированные материалы на основе политетрафторэтилена (PTFE) или керамики. Их обработка — отдельная история. Механическая обработка, металлизация — всё требует иных режимов. Стоимость, естественно, взлетает. Но альтернативы нет. Однажды пытались сэкономить, сделав гибридную плату: высокочастотный участок на Rogers, а остальная разводка — на обычном FR-4. Сложность ламинации и разница в коэффициентах теплового расширения привели к расслоению в предсерийной партии. Пришлось возвращаться к цельной подложке из дорогого материала. Экономия обернулась потерями.
Информацию о современных материалах и технологиях их применения часто можно почерпнуть не только у поставщиков, но и у интеграторов. На сайте https://www.apexpcb-cn.ru видно, что компания позиционирует себя именно как технологический интегратор. Для практика это полезно — понимать, что кто-то уже наступил на те же грабли и предлагает готовое решение для сложных случаев, будь то платы для медицины или телекома.
Тонкости производственного цикла: от фотошаблона до травления
Сам процесс изготовления печатных плат кажется отлаженным, но нюансы есть на каждом шаге. Начнём с формирования рисунка. Лазерное прямое экспонирование (LDI) практически вытеснило фотошаблоны для мелких и средних серий. Точность выше, время на смену задания — меньше. Но если речь идёт о крупносерийном производстве одного типа плат, старые добрые фотошаблоны могут быть экономически оправданы. Всё упирается в цифры.
Травление — критическая стадия. Перетрав — идут сужения дорожек, недотрав — риск коротких замыканий. Современные хемостойкие фоторезисты и автоматические линии контроля позволяют держать процесс в узких рамках. Но контрольные замеры ширины дорожек и зазоров на выходе из линии — обязательны. Мы как-то получили партию плат, где на одном из слоёв многоплаты зазоры были в норме, но на краях панели наблюдался небольшой подтрав. Оказалось, проблема в неравномерном распылении травильного раствора в камере. Регулярная калибровка форсунок — теперь пункт в обязательном чек-листе.
Металлизация сквозных и глухих отверстий — отдельная боль. Дефект ?отслоения бочки? — классика жанра. Причины могут быть в плохой подготовке отверстия (недостаточная активация), в нарушениях режима гальваники, или, опять же, в материале основы. Особенно чувствительны к этому платы для automotive, где требуются многочисленные термические циклы. Тут без строгого соблюдения технологии и тщательного входного контроля материалов не обойтись.
Сборка (монтаж): где теория встречается с практикой
Когда плата изготовлена, начинается этап, который многие и называют сборкой печатных плат. Нанесение паяльной пасты через трафарет кажется простым, но плотность компонентов растёт, а размеры — уменьшаются. Толщина трафарета, геометрия апертур, тип пасты (содержание флюса, размер шариков) — всё это подбирается под конкретную плату. Стандартный трафарет толщиной 100 мкм может не подойти для смешанного монтажа, где на одной плате есть и крупные компоненты, и мелкие 0201. Для последних нужен тонкий слой пасты, иначе будет перемычка.
Процесс оплавления в печи — это искусство температурного профиля. Его строят не по шаблону, а под конкретную пасту и конкретную плату с её теплоёмкостью. Превышение пиковой температуры может повредить чувствительные компоненты, а недостаточный нагрев — привести к холодной пайке. Особенно капризны бессвинцовые составы (RoHS), у них окно процесса уже. Мониторинг температуры термопарами в нескольких точках платы — обязательная практика для ответственных заказов.
Ручной монтаж и пайка, вопреки мнению, не ушли в прошлое. Для мелкосерийного производства, прототипов или ремонта он незаменим. Но и тут есть хитрости. Например, пайка BGA-компонентов без рентген-контроля — это лотерея. Недопай шарика под корпусом визуально не увидишь. Поэтому даже для единичных экземпляров мы стараемся организовать рентген-просвет после монтажа таких компонентов. Это спасает от долгой и мучительной отладки якобы ?неработающей? платы.
Контроль качества: не для галочки
Финальный контроль — это не просто ?посмотрел — работает?. Автоматический оптический контроль (AOI) вылавливает смещения, перевернутые компоненты, перемычки припоя. Но он не всесилен. Например, он не увидит плохую пайку под корпусом QFN, где выводы сбоку. Здесь на помощь приходит контроль под микроскопом с большим увеличением или, как уже говорилось, рентген.
Функциональное тестирование (FCT) — это имитация работы платы в устройстве. Разработка тестовых стендов и адаптеров — это отдельная инженерная задача, которая часто съедает много времени. Но без неё выход в серию рискован. Помню случай с платой управления двигателем. На стенде всё проходило. В устройстве — периодический сбой. Оказалось, тестовый стенд не имитировал реальные индуктивные выбросы от мотора, которые приходили на входные цепи. Добавили соответствующую нагрузку в тест — и дефект проявился сразу, на производстве.
Именно на этапе комплексного контроля и проявляется ценность компаний с полным циклом. Если производитель плат и сборщик — разные конторы, при возникновении проблемы начинается долгий процесс выяснения, на каком именно этапе появился дефект. Когда же всё в одних руках, как в структуре, куда входит ООО 'Сиань Циюнь Чжисюнь Электронные Технологии', диагностика идёт быстрее. Общая база технологических процессов и стандартов качества сокращает время на поиск корня проблемы.
Вместо заключения: мысль вслух о будущем отрасли
Куда всё движется? Тенденции — к дальнейшей миниатюризации, к использованию гибких и жестко-гибких плат, к встраиванию пассивных компонентов прямо в слои платы (embedding). Это требует не только нового оборудования, но и пересмотра подходов к проектированию и контролю. Уже сейчас классическая сборка на поверхности (SMT) дополняется технологиями типа Package-on-Package (PoP).
Ещё один момент — растущие требования к экологичности и утилизации. Ограничения по использованию определённых веществ ужесточаются. Это влияет на выбор флюсов, паяльных паст, материалов для покрытий. Производителю нужно быть в курсе этих изменений, чтобы не попасть на штрафы или не потерять рынок.
В конечном счёте, изготовление и сборка печатных плат — это не изолированная услуга, а часть большой цепочки создания электронного изделия. Успех зависит от того, насколько глубоко инженер понимает эту цепочку целиком — от идеи до работающего устройства в руках пользователя. И компании, которые строят свою работу по принципу технологической экосистемы, как та, что была основана в 2018 году и выросла в группу с синергетическими возможностями, находятся в этом смысле в более выигрышной позиции. Они могут предложить не просто плату, а гарантированно работающее решение, что в современном мире ценится выше всего.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Обработка и отслеживание изображений
Обработка и отслеживание изображений -
 Костнопроводные наушники
Костнопроводные наушники -
 Оптоэлектронная гондола
Оптоэлектронная гондола -
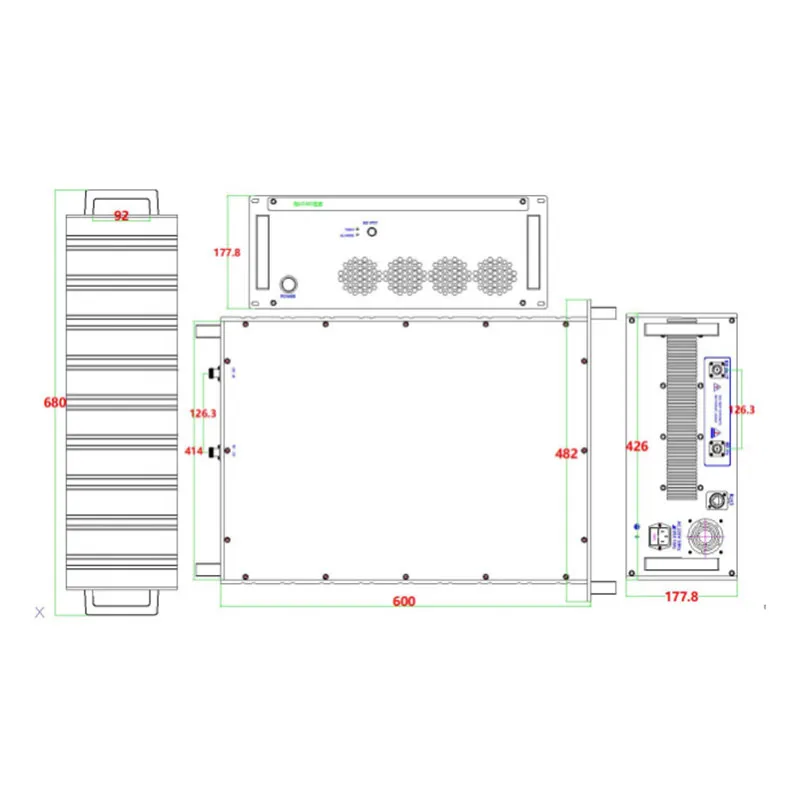
 Компьютер QYZX-D20008
Компьютер QYZX-D20008 -
 От печатной платы до готового продукта: комплексные решения для производства электроники
От печатной платы до готового продукта: комплексные решения для производства электроники -
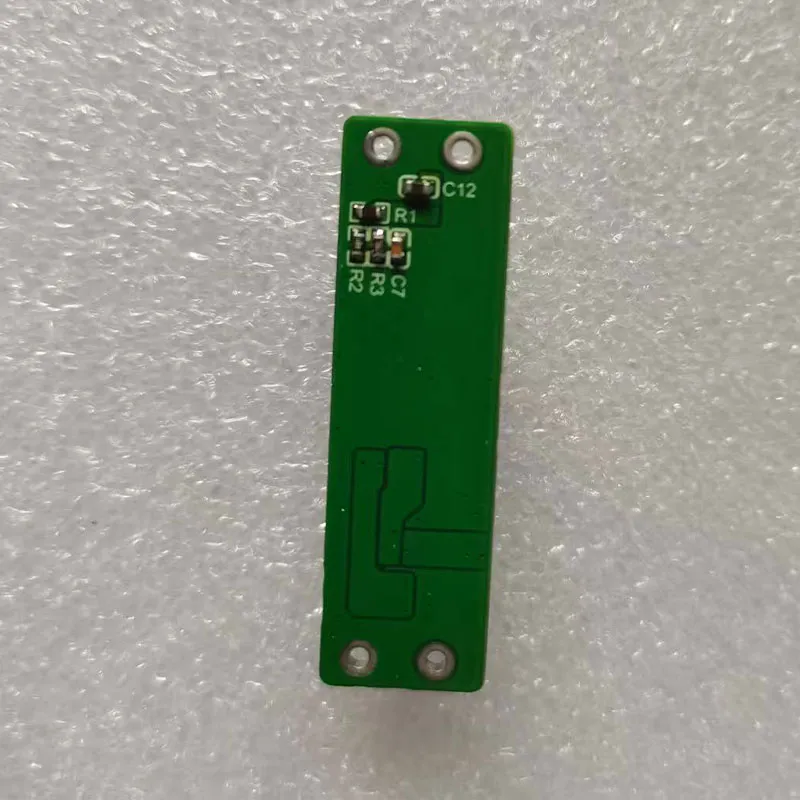 Плата защиты напряжения
Плата защиты напряжения -
 32-канальное программно-определяемое радио NLY-49DR_SV4
32-канальное программно-определяемое радио NLY-49DR_SV4 -
 Усилитель мощности PA160-220MHz-500W
Усилитель мощности PA160-220MHz-500W -
 Плата обработки и сбора базовых сигналов RTSD2501
Плата обработки и сбора базовых сигналов RTSD2501 -
 AI-будильник
AI-будильник -
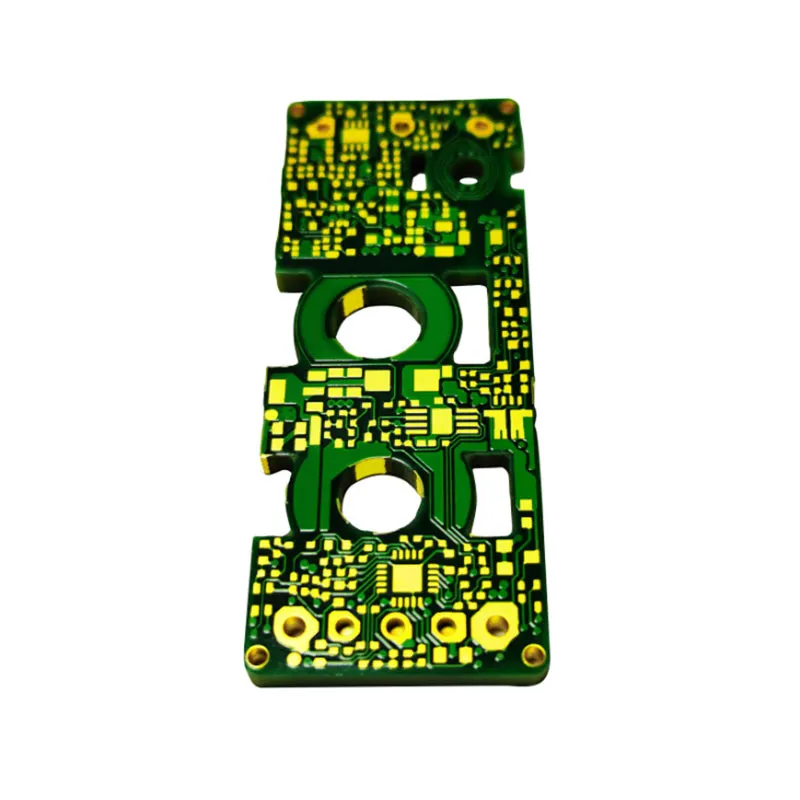 Производство и обработка PCB и SMT
Производство и обработка PCB и SMT -
 Аудиоусилитель
Аудиоусилитель